
Treatment of Poultry Slaughterhouse Wastewater with Membrane Technologies: A Review


1
Center for Energy and Environmental Sustainability, Prairie View A&M University, Prairie View, TX 77446, USA
2
Center for Energy and Environmental Sustainability & Department of Civil and Environmental Engineering, Prairie View A&M University, Prairie View, TX 77446, USA
*
Author to whom correspondence should be addressed.
Water 2021, 13(14), 1905; https://doi.org/10.3390/w13141905
Submission received: 1 June 2021
/
Revised: 7 July 2021
/
Accepted: 7 July 2021
/
Published: 9 July 2021
(This article belongs to the Special Issue Wastewater Treatment: Current and Future Techniques)
Abstract
:Poultry slaughterhouses produce a large amount of wastewater, which is usually treated by conventional methods. The traditional techniques face some challenges, especially the incapability of recovering valuable nutrients and reusing the treated water. Therefore, membrane technology has been widely adopted by researchers due to its enormous advantages over conventional methods. Pressure-driven membranes, such as microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO), have been studied to purify poultry slaughterhouse wastewater (PSWW) as a standalone process or an integrated process with other procedures. Membrane technology showed excellent performance by providing high efficiency for pollutant removal and the recovery of water and valuable products. It may remove approximately all the pollutants from PSWW and purify the water to the required level for discharge to the environment and even reuse for industrial poultry processing purposes while being economically efficient. This article comprehensively reviews the treatment and reuse of PSWW with MF, UF, NF, and RO. Most valuable nutrients can be recovered by UF, and high-quality water for reuse in poultry processing can be produced by RO from PSWW. The incredible performance of membrane technology indicates that membrane technology is an alternative approach for treating PSWW.
1. Introduction
Water is essential for all lives and a natural resource at the core of sustainable development. It is critical for socio-economic prosperity, healthy ecosystems, and human survival. Unfortunately, water is a finite and irreplaceable resource in time and space. The increase in water consumption has made water management a priority. On the other hand, improper wastewater treatment in some regions has intensified the inadequate discharge of wastewater into the environment and augmented natural water resource pollution. As a result, progressively stricter standards for effluent discharge worldwide have changed the target from wastewater disposal to water reuse and recycling, leading to advanced wastewater treatment technologies, which can recycle and reuse wastewater [1].
Food industries such as dairy, beverage, vegetable, fruit, oilseed, seafood, poultry, and other types of meat consume a high volume of freshwater. Among them, the poultry industry is at the top [2]. From 2018 to 2019, the world poultry market increased by 6% due to an increase in the per capita poultry consumption, which corresponds to 58 kg per person in the U.S., 57 kg per person in Brazil, and 48 kg per person in Peru. The high demand for poultry meat correspondingly increases freshwater consumption by poultry processing plants [3].
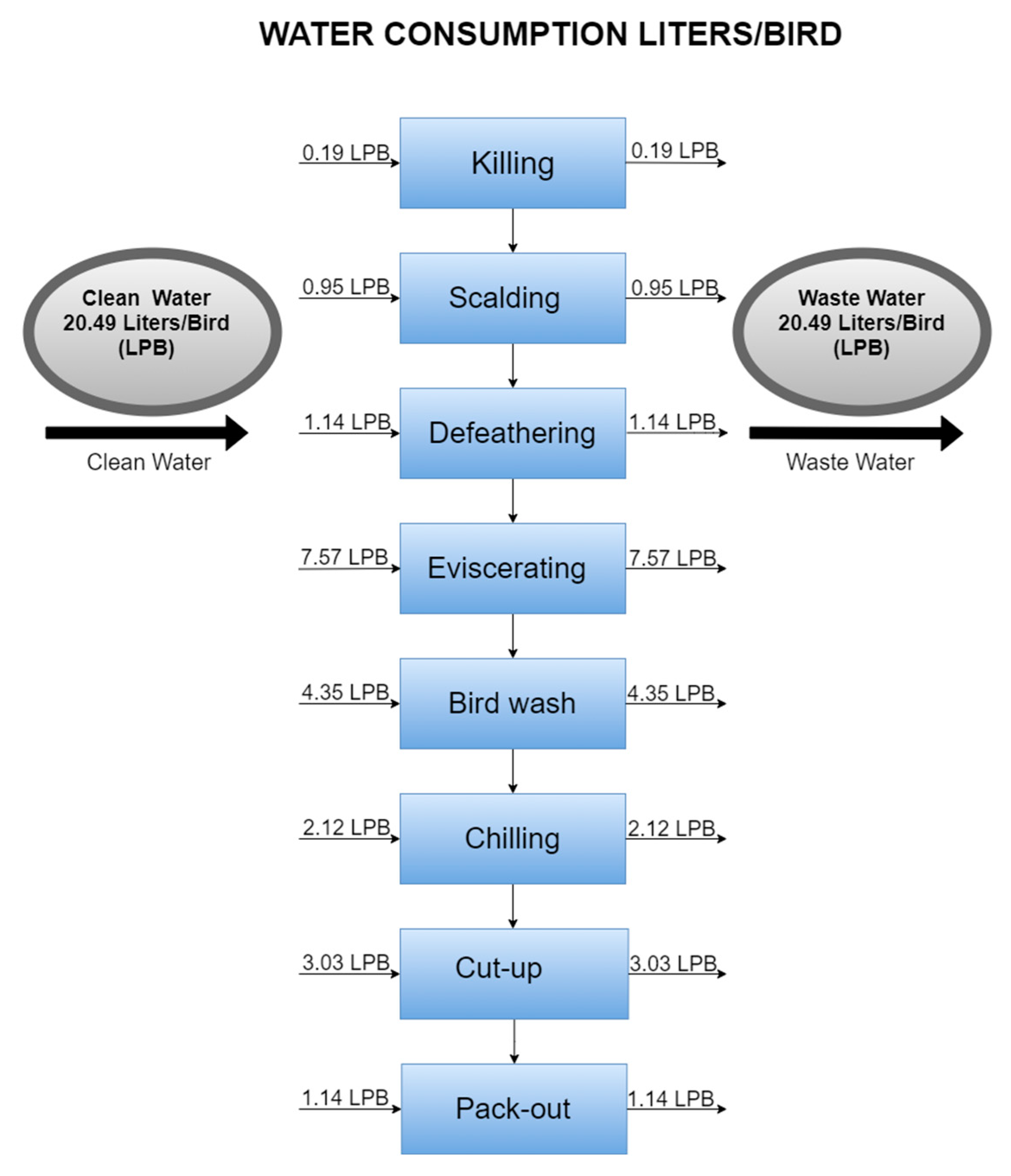
Poultry slaughterhouses discharge massive amounts of wastewater into the environment because of their high freshwater usage for the continuous operations of cutting up, rinsing, and packaging meat. Other operations in poultry slaughterhouses such as scalding, de-feathering, evisceration, and bird wash are also water-intensive and generate a significant amount of wastewater. The eviscerating step and bird wash generate enormous wastewater, at 7.57 L/bird and 4.35 L/bird, respectively, as shown in Figure 1. On average, a 2.3 kg bird consumes 26.5 L of water [4,5]. The wastewater is highly contaminated with organic matter quantified as biochemical oxygen demand (BOD) and chemical oxygen demand (COD). It also contains high nitrogen and phosphorous constituents, including blood, fats, oil, grease, and proteins [6]. Thus, discharging improperly treated poultry slaughterhouse wastewater (PSWW) has a high risk of polluting freshwater sources. It can also cause serious environmental and health concerns such as deoxygenation of rivers, groundwater contamination, eutrophication, and the spread of water-borne diseases [7,8].
Generally, PSWW is treated by physical, chemical, and biological methods. These conventional techniques are only responsible for discharging the treated water into the environment without recycling it. Besides, they face some challenges, such as lack of nutrient recovery, frequent use of chemical cleaning agents, and the degradation of valuable compounds in wastewater. Therefore, unconventional methods, e.g., pressure-driven membrane technologies, are being explored for PSWW treatment. These membrane filtration technologies can include microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO) [9,10]. They can overcome some limits of the conventional methods by removing colloids and suspended and macromolecular matter, and eliminating mineral substances and low-molecular organic compounds. Membrane filtration is a physical process that provides great separation efficiency and improves final product quality. Most importantly, membrane technology can produce water clean enough for the reuse of the treated water in industrial poultry processing. Furthermore, it can recover a fair amount of valuable nutrients, e.g., proteins, which could be utilized as animal feed, thus supplementing the global protein demand for animals [9,11,12].
This review identifies membrane technologies for advanced PSWW treatment. It evaluates the quality of treated water based on pollutant removal efficiency and the degree of permeate produced to meet the environmental regulation of discharging and recycling standards. In addition, we highlight the potency of membrane technologies to recover valuable nutrients from PSWW, which is not achieved by traditional methods.
2. Characteristics of Poultry Slaughterhouse Wastewater
Before any wastewater treatment, it is critical to characterize the wastewater to show pollutant levels in using some instruments and test reagents [7]. The parameters commonly used to describe PSWW are pH, COD, BOD, total organic carbon (TOC), total suspended solids (TSS), total nitrogen (TN), total phosphorus (TP), and pathogens [13,14]. COD indicates the amount of organic compounds in wastewater; a high concentration of COD suggests a large amount of oxidizable organic substances in the wastewater. Similarly, BOD indicates the biological oxidation of organic compounds, and a high BOD level also signifies large quantities of organic pollutants in wastewater. Nutrients in wastewater are TN and TP; nitrogen in wastewater is available in the organic form, primarily present in proteins, and the inorganic form, which includes nitrite (NO2−) and nitrate (NO3−). The most stable type of nitrogen in water is nitrate that originates from a natural decaying process of biological matter. Excessive nitrates in wastewater can lead to harmful algae bloom, oxygen depletion, fish poison, and putrid odors. Moreover, in wastewater, orthophosphate (PO43−) is the most common type of phosphorus, originating from disinfectants and cleaning agents; high phosphorus constituents in wastewater may prompt eutrophication. To reduce phosphorus in wastewater, a practical and straightforward technique is chemical precipitation [15]. These parameters vary from one slaughterhouse to another due to many factors, such as system type, operation method, and processing capacity [9]. The characteristics of PSWW, effluent discharge standards, and water reuse applications are tabulated in Table 1. It is required to treat PSWW to or below the standard limits because these measured parameters of raw PSWW are much higher than the acceptable standards by the World Health Organization (WHO) and other regulations [16].
3. Conventional Treatment of Poultry Slaughterhouse Wastewater as Pretreatment Prior to Membrane Separation
The conventional treatment for PSWW is similar to municipal wastewater treatment, consisting of preliminary, primary, and secondary treatments. There are various combined treatment methods after preliminary treatment, and the most common combination is physicochemical treatment as primary and biological treatment as secondary, as described below [18]. Prior to PSWW membrane filtration, some conventional treatment is necessary as pretreatment to alleviate membrane fouling and improve overall membrane performance. Without proper pretreatment, membranes will suffer severe membrane fouling, hindering the membrane performance, and some heavy fouling could even cause membrane failure. For example, Meiramkulova et al. [21] investigated the performance of an integrated membrane process with electrochemical pretreatment on PSWW purification, and their findings showed that the electrochemical pretreatment was highly efficient at reducing turbidity, color, TSS, COD, and BOD by 71–85%. In addition, the pretreatment resulted in a low rate of cake formation on the membrane [21].
3.1. Preliminary Treatment
The preliminary treatment removes suspended solids from PSWW; the most common preliminary treatment uses screeners, sieves, and strainers. A typical wire mesh screen retains solid fraction with a size of 10–30 mm. Rotary screeners extract solids greater than 0.5 mm diameters; they also protect the equipment from fouling, clogging, and jamming. In preliminary treatment, 60% of suspended solids and 30% of BOD are removed from PSWW. Other preliminary methods are catch basins, flotation, equalization, and settlers [1].
3.2. Primary Treatment
After the preliminary treatment, PSWW goes through primary treatment in which the physiochemical process eliminates BOD, COD, oil, grease, fats, and residual TSS. The typical primary methods are dissolved air flotation (DAF), electrocoagulation, coagulation-flocculation, and sedimentation [18].
3.2.1. Dissolved Air Flotation
DAF is a separation of solid from liquid in which air is introduced into PSWW from the bottom of the tank, resulting in moving the light solids, grease, and fats on the surface, creating a sludge blanket. The efficiency of a DAF system can be improved by adding polymers and other flocculants. Generally, DAF’s efficiency at removing BOD and COD is 30–90% and 70–80%, respectively [1]. Additionally, DAF removes suspended solids from PSWW in the range of 38–70%, and it eliminates fats in the range of 63–95%. The drawbacks of DAF are regular malfunctioning and poor TSS separation [2].
3.2.2. Coagulation-Flocculation and Sedimentation
In the coagulation process, the colloidal particles present in the PSWW are grouped with large particles to form flocs. Those colloidal particles are nearly negatively charged, so they can be destabilized by adding positively charged coagulants to rescind the formation of flocs and ease the sedimentation process [18]. Previous research showed that this process could remove oil, grease, and TSS by up to 85%, and the removal efficiency was reported as 62–78.8% of BOD and 74.6–79.5% of COD [22]. However, this process results in toxicity and health hazards, inefficient removal of heavy metals and emerging contaminants, and an increase in effluent color [23].
3.2.3. Electrocoagulation
Electrocoagulation (EC) is an advanced method for removing large amounts of pollutants from wastewater, such as organics, heavy metals, and pathogens, using electric current. The EC process generates M3+, Fe3+, or Al3+ ions using different electrode materials; the most commonly used electrodes are Al and Fe [18]. EC is a three-step process. In the first step, electrolytic oxidation forms metal hydroxides and oxyhydroxides at the sacrificial electrode. Then, the produced coagulants destabilize and adsorb the pollutants. Finally, flocs formed by aggregation of the destabilized phase are removed by a downstream sedimentation and filtration process [24]. The EC sets up sacrificial anodes that need to be changed regularly, and chlorinated toxic compounds can form if chlorine is present. In some regions where electricity is expensive, the cost of operating EC is high [25].
3.3. Secondary Treatment
The pollutants present in wastewater that are not removed by primary treatment are further treated by secondary treatment. The main goal of secondary treatment is the removal of organic compounds to reduce the BOD level. In the secondary treatment, the biological process, aerobic and anaerobic digesters are used for treating PSWW [1]. In both treatments, organic matter is degraded into simple compounds with the help of decomposers, where the efficiency of the decomposers depends on the quality of wastewater [2].
3.3.1. Anaerobic Digestion
In biological treatment, anaerobic digestion of organic waste, sludge, and high-strength wastewater is a widespread technique [26]. The anaerobic system’s primary goal is to reduce high-level BOD [27]. Anaerobic digestion consists of hydrolysis, acidogenesis, acetogenesis, and methanogenesis steps. With the help of a diverse group of microorganisms (bacteria and archaea), complex organic compounds are degraded in the absence of oxygen. The degradation rate relies primarily on various bacterial activity rates [26]. In the anaerobic treatment, organic compounds are broken down into methane, water, and carbon dioxide by anaerobic bacteria in an anaerobic environment [28]. However, PSWW usually has high organic strength, which can negatively affect the anaerobic process’s performance. Therefore, an anaerobic system for PSWW is often followed by additional treatment to remove TP, TN, and pathogenic microorganisms [2].
3.3.2. Aerobic Digestion
The main goal of aerobic digestion is nitrification [27]. Aerobic digestion uses oxygen to break down organic matter and other pollutants; it degrades ammonia or other organic matter into less harmful compounds like carbon dioxide, water, and nitrate. The oxygen and time needed for this treatment depend on the organic strength of PSWW. Aerobic digestion is usually applied as the last nutrient removal when using anaerobic techniques for the decontamination of sludge water. Some drawbacks of aerobic digestion are daily maintenance, excess biomass production, and increased demand for oxygen and electricity [26].
4. Membrane Technology for Poultry Slaughterhouse Wastewater
Pressure-driven membrane processes such as MF, UF, RO, and NF are widely studied for wastewater treatment throughout the world. Pressure-driven membranes rely on hydraulic pressure to achieve separation [29]. Membrane filtration is one of the most emerging technologies to produce high-quality water because it utilizes zero chemical constituents and offers enormous advantages over conventional methods. Several research groups have reported the use of membrane technology for PSWW treatment [12]. Jason et al. [30] first used membrane technology for PSWW treatment with recovering nutritional by-products in the 1980s; they experimented on a laboratory scale with a commercial tubular UF membrane with a molecular weight cut-off (MWCO) of 50 kDa. The study reported that the membrane technology produced permeate with a significant reduction of 85% of TS and 95% of COD; the permeate was believed to be safe for discharge and potential reuse. In addition, it recovered 24–45% of fat and 30–35% of protein as by-products. Since then, some scientists have experimented with membrane technology for PSWW treatment used as a standalone or an integrated process. The available literature on membrane applications in PSWW treatment is mainly based on UF membranes; in a few other research activities, such as MF, NF, RO, and membrane distillation, experiments have also been carried out. All the studies conducted on PSWW using membrane technology showed excellent performance in separation efficiency and compliance with environmental regulations.
4.1. Characteristics of Pressure-Driven Membrane
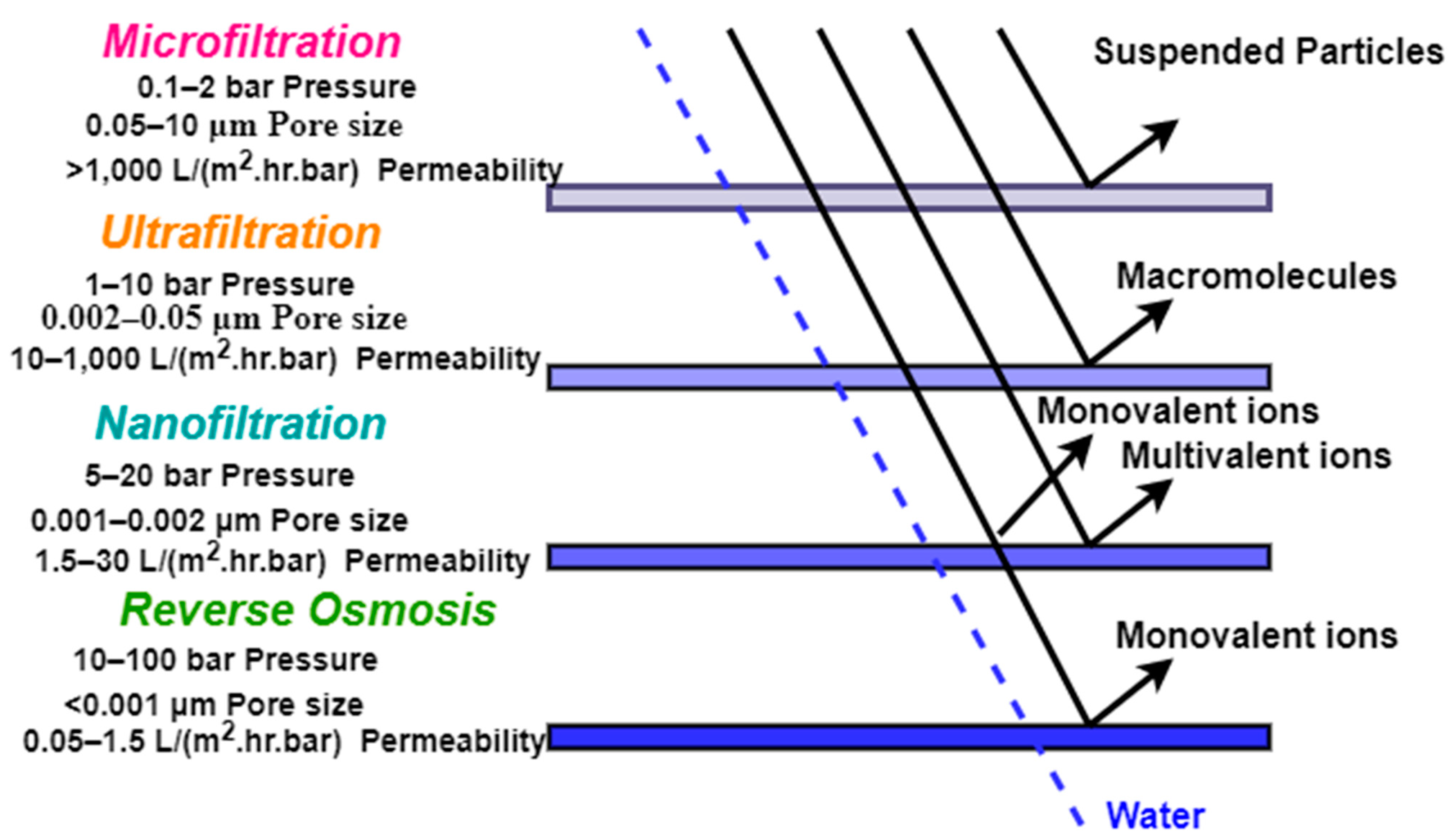
A pressure-driven membrane separates the feed into concentrate and permeate using the pressure difference as a driving force to transport the liquid or gas. Pressure-driven membranes such as MF, UF, NF, and RO membranes differentiate based on their characteristics [31]. The most important characteristics of pressure-driven membranes are pore size, structure, and operating pressure, as presented in Table 2. In reference to structure, membranes can be divided as symmetrical or asymmetrical; symmetrical membranes show uniform pore sizes in their cross-section, whereas asymmetrical membranes’ pore size gets larger farther from the filter surface [11]. All the pressure-driven membranes are asymmetrical except for some MF membranes [32]. As shown in Figure 2, an MF membrane has the largest pore, highest permeability, and it can reject large suspended particles. A UF membrane has a smaller pore size and lower permeability than MF membranes and can separate small suspended particles and macromolecules. An NF membrane has the properties of the second smallest pore size, the high rejection of multivalent ions, but the low rejection of monovalent ions. In contrast, an RO membrane has a very high rejection of monovalent ions. It can be seen that as the pore size becomes smaller, the operating pressure increases [31]. For PSWW treatment, the membranes are chosen according to the pollutant levels in PSWW. A UF membrane is used to remove a substantial amount of suspended solids present in PSWW, and an RO membrane can eliminate all the pollutants, such as BOD, COD, TSS, salts, etc.
Most membranes for MF, UF, RO, and NF are made from synthetic organic polymers. MF and UF membranes are usually produced from the same materials under different membrane formation conditions to achieve different pore sizes. The commonly used polymers for MF and UF membranes are PVDF, PS, poly (acrylonitrile), poly (ether sulfone), and copolymers of poly (acrylonitrile) and PVDF. The materials used for MF membranes also include nylons, poly (tetrafluoroethylene), polypropylene, polyethylene, and blends of CA and cellulose nitrate. NF membranes are made from CA blends or PA composites, whereas RO membranes are produced from CA or PS coated with aromatic PA. Moreover, ceramic and metals are used to create inorganic membranes. Ceramic membranes are microporous, thermally stable, chemically resistant, and mostly used for MF, UF, and NF [31,33]. Metallic membranes are usually fabricated from stainless steel and can be very finely porous. The most common configurations of membrane modules are plate-and-frame, spiral wound, tubular, and hollow fiber.
4.2. Microfiltration
The pore size of MF membranes is in the range of 0.05–10 µm, and the operating pressure of MF is between 0.1 and 2 bar for separating colloids and particles, reducing the effluent’s turbidity and COD [34,35]. MF membranes have been used widely in industries such as liquid clarification and wastewater treatment, especially as an initial filtration stage for wastewater treatment [36]. Goswami and Pugazhenthi [12] evaluated the performance of fly ash tubular MF membranes with a pore size of 0.133 µm and porosity of 40.17% for PSWW treatment. The study revealed that the MF membrane produced a filtrate with zero turbidity and almost 100% removal of COD and TSS, thus satisfying the COD and TSS norms for discharging and reusing, which can help attenuate the water shortage crisis. A study was led by Marchesi et al. [37] to recycle the pre-chiller wastewater generated from the poultry carcass chilling process by using MF membranes. Both hollow fiber PA membrane with a pore size of 0.20 µm on a bench scale and spiral-wound membrane with a 0.1 µm pore size on a pilot scale provided complete retention of turbidity, apparent color, fat, and microorganisms. The rejection efficiency was up to 92.5% of COD, up to 89.1% of TOC, and 100% of microorganisms; it was stated that the use of membranes was a promising approach for the recycling and reuse of poultry pre-chiller wastewater. Abboah-afari and Kiepper [38] investigated the effects of pore size on the performance of MF membranes for the treatment of pre-DAF poultry processing wastewater. The results indicated that the 0.3 µm PVDF membrane was the most effective among the three tested membranes (0.3 μm PVDF, 0.1 μm PS, and 100,000 MWCO Ultrafilic). In detail, the 0.3 μm PVDF achieved a maximum mean permeate flux of 115 L/m2/h, and the removal efficiency was 88% of COD and 34% of TS. Moreover, in their other research work, they identified the 0.3 µm PVDF membrane as an alternative to DAF in poultry processing wastewater [39].
4.3. Ultrafiltration
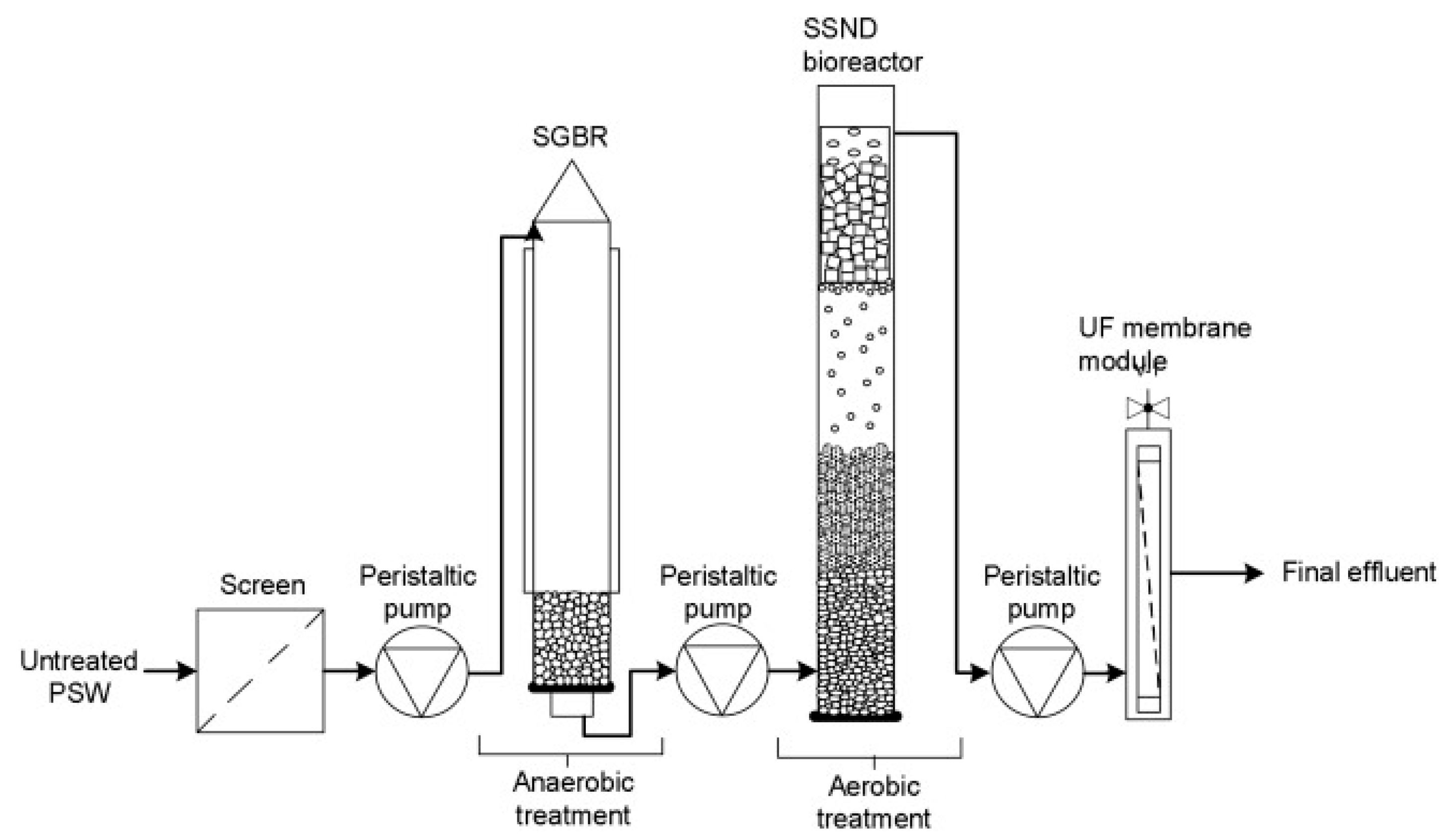
The pore size of UF membranes is in the range of 0.002–0.05 µm, and the operating pressure of UF is between 1 and 10 bar for separating macromolecules and suspended solids [34]. The UF process has been extensively explored for PSWW treatment due to its significant advantages, such as low pressure, high permeate flux, cost-effectiveness, and the capability to eliminate pathogens that are very harmful to PSWW recycling [40]. The UF’s transport properties are influenced by concentration polarization, fouling, and interactions between the feed stream and the membrane [9]. The UF process is considered an economical and environmentally friendly substituent for conventional wastewater treatments by some researchers [9]. Coskun et al. [41] studied the PSWW treatment using laboratory-scale membrane processes. Their study reported that UF as pretreatment improved the removal efficiencies for NF and RO processes; NF reduced almost 90% of COD, RO removed 97.4% of COD, and the UF pretreatment resulted in higher final fluxes 8.1 and 5.7 times more for NF and RO, respectively, than for those without UF. Yordanov et al. [9] examined the efficiency of a UF 25-PAN membrane for PSWW treatment. The results indicated that UF exhibited excellent performance by removing 97% of BOD and 94% of COD and that it also reduced 99% of TSS and 98% of fats. Rinquest et al. [13] treated PSWW using a UF membrane system for the removal of organic matter and suspended solids coupled with aerobic single-stage nitrification-denitrification (SSND) and an anaerobic static granular bed reactor, as shown in Figure 3. The experimental efforts showed that the UF system further reduced COD and TSS by an average of 65% and 54%, respectively, after SSND. All the measured parameters of final effluent excluding PO43− and NH4+-N satisfied industrial wastewater discharge requirements. Moreover, water flux higher than 200 L/m2/h was obtained by identifying the optimal condition. Mannapperuma and Santos [42] assessed UF for reconditioning poultry chiller overflow. The UF operation reduced microbial counts by more than 5.4 log cycles and achieved rejection efficiency of over 73% for COD and above 99.2% for turbidity. Their results verified that UF produced water acceptable for reuse in the chiller to replace freshwater makeup. Meiramkulova et al. [20] evaluated the performance of an integrated PSWW treatment with electrolysis, UF, and ultraviolet radiation in terms of microbial inactivation from PSWW. The results showed that the integrated system achieved an overall microbial removal efficiency of 99.86–100%.
4.4. Nanofiltration
The pore size of NF membranes is in the range of 0.001–0.002 µm, and the operating pressure of NF is between 5 and 20 bar for separating low molecular weight particles [34]. The NF process is a great separation tool due to its versatile properties, which fall between UF and RO. It removes a large amount of multivalent inorganic salts and small organic molecules while operating at a moderate pressure; the moderate operating pressure makes the separation process consume little energy and is cost-effective [43]. Therefore, it has been applied to various industrial sectors for wastewater treatment, e.g., water recycling during fishmeal, lupin bean, and textile processing [44,45,46]. A few researchers explored NF for PSWW treatment by using standalone NF or combining NF with UF. Zhang et al. [10] evaluated some membrane filtration processes for poultry abattoir wastewater treatment to recycle the wastewater stream to meet the Canadian poultry wastewater reuse criteria. Their results showed that both NF membranes (DS: desal thin composite membrane and NF 45: thin-film composite membrane) produced permeate with less than 100 mg/L of TOC and gave a reasonable flux of 46 to 66 L/m2/h. The TOC level of permeate produced by NF satisfied the Agriculture and Agri-Food Canada criteria for recycled water. However, the tested UF membranes did not meet the TOC criterion, although UF removed all bacteria and significantly reduced other organic species.
4.5. Reverse Osmosis
The operating pressure of RO is between 10 and 100 bar, and it can remove micro-particles smaller than 0.001 µm, carbohydrates, amino acids, or even monovalent ions, including NH4+, from water [34]. The RO process has widely been used for seawater desalination since it is the most effective on a large scale [47]. It is shown that combining biological treatment with RO produces a permeate with a quality superior to the WHO standards for drinking water [48,49]. Bohdziewicz et al. [50] investigated the application of membrane processes such as UF and RO to treat the wastewater of the meat industry. The study revealed that the hybrid system consisting of RO was permissible in the removal potency of 100% phosphorus and 98.8% nitrogen compounds. The removal efficiency of COD and BOD both exceed 99%, and only the permeate produced by RO was satisfied for the reuse in the production cycle. Meiramkulova et al. [51] evaluated the performance of an integrated process for PSWW treatment on both laboratory and industrial scales; the RO step was designed to reduce the total salinity of the water. Their results showed that the removal efficiency was up to 100% of turbidity, color, and TSS, and 99.6% of BOD and COD for laboratory and industrial testing. Almost all the physical and chemical parameters of the produced water were within the recommended standards set by legislation. The water purified on an industrial scale was certified as excellent quality in terms of Kazakhstan’s drinking water quality standards.
4.6. Membrane Bioreactor
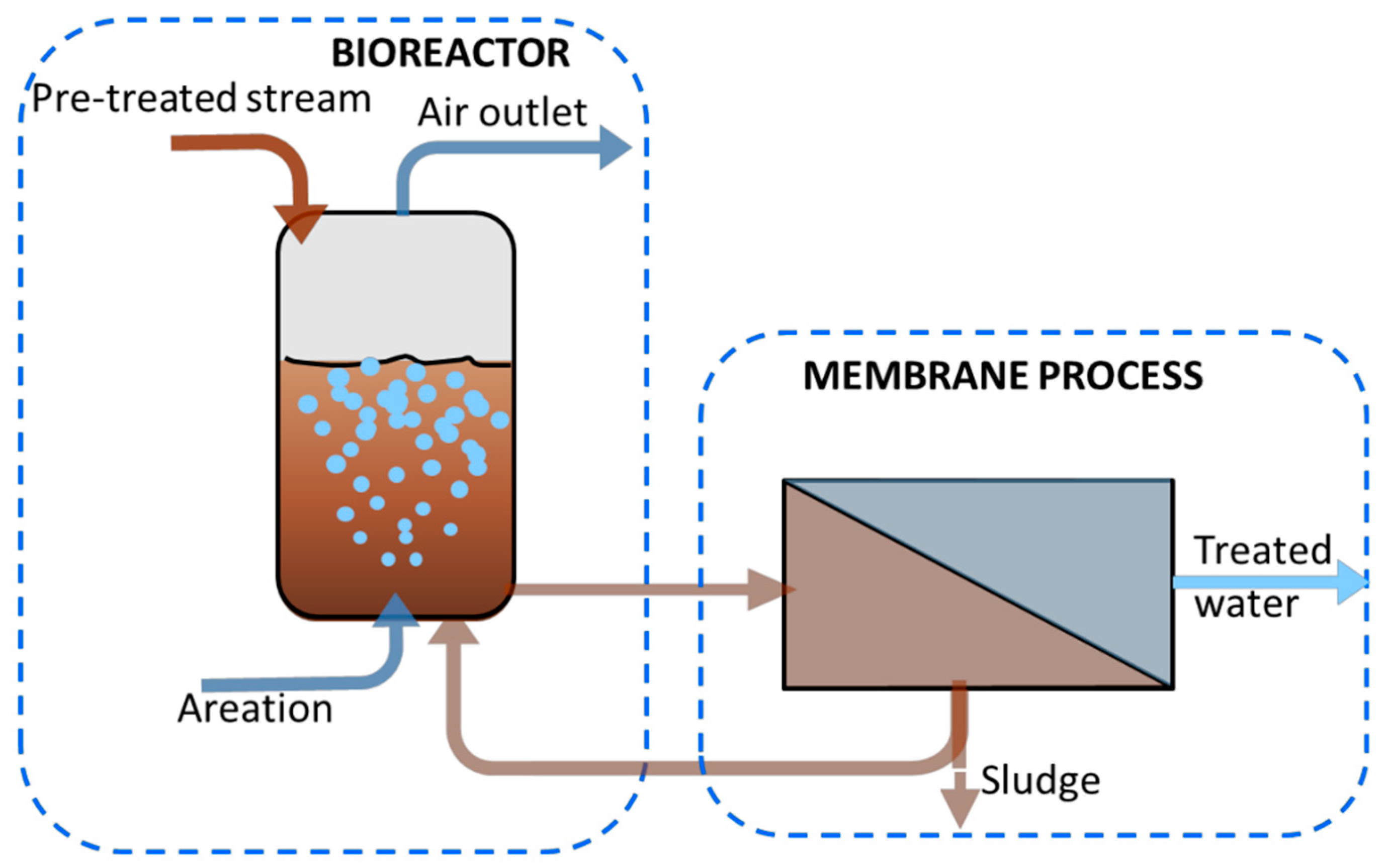
A membrane bioreactor (MBR) is an integrated system with membrane filtration for the biological degradation of waste present in wastewater. Generally, it is composed of a biological unit and a membrane module, which separates water from the aerobically digested water and returns activated sludge to the biological unit, as shown in Figure 4. The MBRs can remove organic and inorganic contaminants and biological entities from wastewater [52]. They are widely used for recycling water in buildings, wastewater treatment for small communities, and industrial wastewater treatment by producing an effluent free of bacteria and pathogens. Williams [53] treated PSWW using MBR coupled with a single-stage nitrification-denitrification reactor and an expanded granular sludge bed reactor (EGSB). The study reported that the overall removal efficiency of the EGSB-SSND-MBR system was 99% of turbidity, 92% of TSS, and 99% of COD. Fuchs et al. [54] used a cross-flow MBR for PSWW treatment. The MBR produced effluent with a removal efficiency of over 90% of COD. Gürel and Büyükgüngör [55] investigated MBR to extract organic substances and nutrients from wastewater in the slaughterhouse plant. Hollow-fiber UF membranes with a pore size of 0.03 µm were used in the bioreactor. The removal efficiency of MBR was reported as 97% of COD, 96% of TOC, 65% of TP, and 44% of TN. The COD and TOC levels of permeate were 16 and 9 mg/L, respectively, which complied with the discharge limits of the slaughterhouse plant. Meyo et al. [56] treated PSWW using a pretreatment stage, an EGSB, and an MBR, and their results showed that MBR as a final stage treatment further reduced over 95% of TSS and COD.
4.7. Vacuum Membrane Distillation
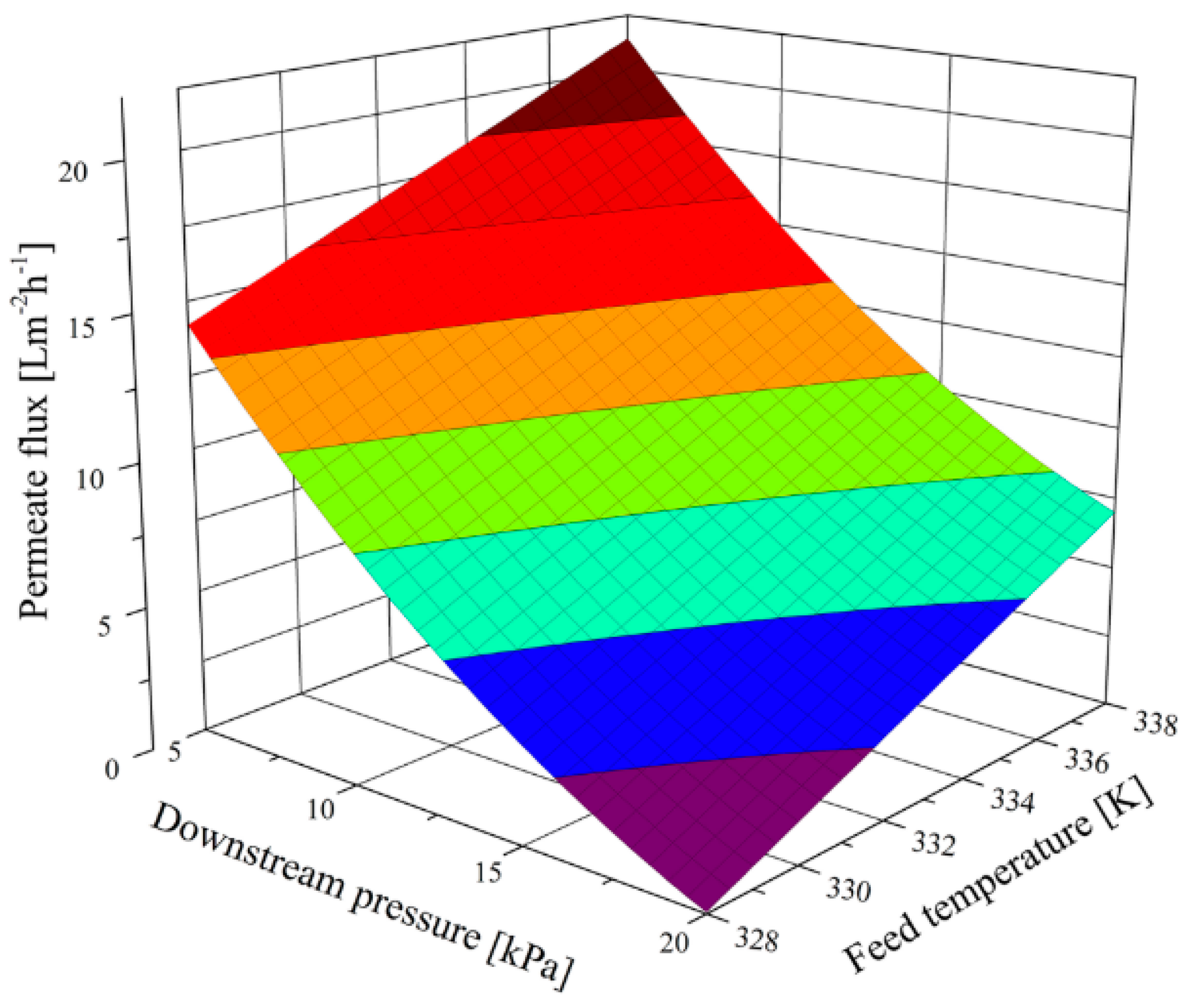
Membrane distillation (MD) is a thermal-based membrane separation process that was introduced in 1963. The driving force in MD is the vapor pressure difference across the hydrophobic membrane instead of the applied absolute pressure difference [58]. The MD process can be used for water desalination, removal of organic matter in drinking water production, water and wastewater treatment, recovery of valuable components, and treatment of radioactive wastes [59]. Vacuum membrane distillation (VMD) is one configuration of MD in which the permeate side is vapor or water under reduced pressure [60]. Bialas et al. [61] conducted protein and water recovery from poultry processing wastewater using an integrating process of MF, UF, and VMD. A hydrophilic PVDF MF membrane was used in the pretreatment to extract suspended solids from the processing water, and a cellulose UF membrane was used to isolate soluble protein. During UF, the COD concentration of the permeate consistently surpassed the maximum permissible level. As a result, at the final stage, VMD was used. The membrane was a flat-sheet hydrophobic membrane made of polypropylene with a pore size of 0.2 µm. The study showed that the increase in temperature and the decrease in downstream pressure led to a considerable increase in the permeate flux, as shown in Figure 5. The removal efficiency of COD, TSS, TN, and total organic matter extractable by petroleum ether (TOEM) were very high, exceeding 99%. Moreover, VMD retained 93.3% of protein; the 6.7% loss of protein could have been due to adsorption of proteins to the membrane surface and denaturation of the proteins due to the high temperature. In terms of consistency, the permeate obtained through VMD was comparable to the RO permeate. The integrated process comprising MF, UF, and VMD made it possible to recover 70% of the water. The performance of VMD along with other pressure-driven membrane technologies used in the PSWW treatment is summarized in Table 3.
Summarized in Table 3, MF, UF, NF, and RO membranes have widely been used to treat PSWW, from lab tests to case studies on a large scale. Both polymeric and ceramic UF membranes can effectively remove organic matter at a low energy cost since MF membranes possess the largest pore size among these membranes. More impressive, a fly ash-based ceramic membrane recently developed by Goswami et al. [12] removed 100% of COD, TSS, and turbidity. Compared to other membranes, UF membranes have been used more frequently due to their capacity for removing suspended solids, proteins, and pathogens with high water flux and great energy efficiency. Although a study demonstrated that the TOC level of poultry abattoir wastewater treated by NF met the Canadian poultry wastewater reuse criteria, the quality of water produced by NF is not compatible with RO. RO membranes, which can even block monovalent ions, are ideal for producing qualified water for reuse in poultry processing. As an alternative to RO, it was confirmed that thermal-driven VMD equipped with a hydrophobic MF membrane could produce a similar quality of water as RO during PSWW treatment [41].
4.8. Nutrient Recovery from PSWW by Membrane Separation
In the stage of conventional treatment, valuable nutrients such as proteins could be recovered using coagulation or flocculation from PSWW. Unfortunately, the protein concentrate obtained by the traditional methods cannot be used as animal food because coagulants and flocculants introduce some harmful compounds and change protein properties. Pressure-driven membrane processes are good at protein recovery while keeping protein unchanged because membrane separation is a physical process. For example, Hart et al. [68], in their preliminary studies of MF for the reuse of food-processing water, concluded that MF is a suitable method for reconditioning processing water for reuse, leading to substantial energy savings and reducing disposal costs, and recovering by-products such as protein and fats. Lo et al. [64] investigated protein recovery from poultry processing wastewater using a PS UF membrane with MWCO at 30,000 Da. Their findings revealed that almost all crude proteins with a concentration of 390 ppm were retained, and it reduced 58.86% of COD in poultry processing wastewater. Bialas et al. [61] demonstrated a recovery of 84% of total protein using the integrated process of MF, UF, and VMD.
4.9. Membrane Fouling and Cleaning Methods
One of the biggest challenges of membrane technology applied to wastewater treatment is membrane fouling, which is caused by the deposition of molecules or particulates on the membrane surface or into membrane pores [69]. Fouling in the membrane is caused by various contaminants in water such as colloidal or particulate matter, dissolved organics, chemical reactants, and microorganisms and microbial products [70]. There is no unified statement regarding the mechanisms of membrane fouling. However, from the analysis of the causes of membrane fouling, four main reasons have been confirmed, including the blocking of membrane pores, adsorption of solute by the membrane, deposition of the activated sludge on the membrane surface, and compaction of the filter cake layer on the membrane surface [71]. Membrane fouling is mainly categorized into two types: reversible and irreversible. Reversible fouling occurs when there is no permanent permeate flux loss, whereas irreversible fouling is caused by permanent permeate flux loss. Other types of membrane fouling include organic fouling, scaling fouling, colloidal fouling, and biofouling. The main drawbacks of membrane fouling are that it could drastically reduce membrane lifetime, productivity, and permeate quality [72,73]. To control membrane fouling, several fouling control strategies have been explored. The commonly used technologies are chemical methods, including coagulation, chemical cleaning, and membrane surface modification; hydrodynamic methods such as a vibrating membrane, high shear, and rotating disk; and physical processes such as ultrasound and physical cleaning techniques [74]. Lo et al. [64] stated that for the treatment of PSWW, membrane fouling was inevitable after processing, and that flushing the UF membrane with a cleaning reagent containing 200 ppm sodium hypochlorite was found to be capable of effectively restoring 90% of membrane performance. Hart et al. [62] reported that the flux rate of MF membranes for PSWW treatment was restored by 15 min in-line cleaning with Micro brand detergent. Moreover, Marchesi et al. [37] recovered 95% of water flux by cleaning the MF and UF membranes sequentially with sodium hypochlorite, citric acid, sodium hydroxide, and ultrapure water. Some pretreatment approaches can be adopted to alleviate membrane fouling before the membrane filtration process. For example, Sardari et al. [40] reported that for the PSWW treatment, the EC as a pretreatment for UF significantly mitigated membrane fouling. Alternatively, Racar et al. [75], who worked on the treatment of rendering plant wastewater, confirmed that sand filtration was an effective pretreatment for later UF, decreasing fouling. Sand filtration primarily eliminated soluble microbial product from secondary effluents, thus improving the UF performance. Although current fouling control approaches are practical, further research shall be carried out to develop cost-effective pretreatments, advance membrane configuration, identify optimal membrane operating conditions, and design an effective hybrid physical/chemical cleaning process [74].
5. Economic Assessment
Achieving excellent performance with membrane technologies in PSWW treatment and making it cost-competitive with conventional methods are critical for the poultry processing industry. Białas et al. [61] reported that recycling 70% of water by integrating MF, UF, and VMD would yield a savings of EUR 10,850 per month. In addition, the use of clean water would decrease by 7000 m3/month with a savings of EUR 6166 per month, and an 84% protein recovery would generate a product value of EUR 33,000 per month. Jason et al. [30] reported that protein recovery could lead to USD 424 income per day where 100,000 chickens are processed each day. This income could be used as a partial operating cost, thus making the membrane process economic and competitive. Houston et al. [76] analyzed the economic feasibility of incorporating a UF chiller water recycling unit in the pilot poultry processing plant and indicated positive impacts by attaining a profit of more than USD 60,000 a year. Their work reported that recycling the water would reduce the cost by USD 219,465 annually, which came from USD 84,600.75 in water savings, USD 90,695.00 in sewage cost savings, and USD 44,169.84 in energy savings. After detecting the cost of recycling, depreciation, labor, filter cleaning, and miscellaneous, a net income of USD 68,756 per year with a return rate of 45.6% was achieved. Coskun et al.’s [40] economic analysis for poultry processing wastewater treatment stated that raw water consumption with the conventional method was large as 1220 m3/day, which was decreased to 396 m3/day when using the UF+RO process, as the recycled water was used for various poultry processing purposes. The unit costs of the conventional treatment were reported as USD 738,600/year, the sum raw consumption costs were USD 4,402,500/year, and the treatment costs were USD 336,000/year. Coskun et al. [40] declared that the most economical process was UF+RO with a total cost of USD 295,700/year. As the processing water was recycled and reused, the raw water consumption and treatment costs were decreased to USD 130,800/year and USD 164,900/year, respectively. The experiments by Mannapperuma and Santos [42] verified that UF could treat the 480 L/min chiller overflow to produce 380 L/min reconditioned water at about 80% recovery. It would replace 346 L/min freshwater with the chiller based on guidelines. The use of this system resulted in total savings of USD 165,800/year, which includes savings in freshwater, disposal costs, and energy. This assessment indicates a 2.4-year payback period.
6. Future Perspective and Recommendation
Membrane technology is promising for PSWW treatment mainly due to its advantages for producing high-quality water for reuse, nutrient recovery, and the operational perspective of compactness and modularity. This review identifies that the research on pressure-driven membrane filtration and membrane distillation for PSWW treatment has mostly been done on a lab or pilot scale, making it unclear for application on a larger scale. Therefore, it is necessary to assess its properties and efficiency with an analysis of energy and operating costs on the industrial level to implement the membrane technologies in poultry slaughterhouse plants. Correspondingly, most research has been conducted only on UF for the PSWW treatment; thus, for a broad perspective, NF and RO should be examined often. In most research articles, the quality of the product water is certified by quantifying parameters such as BOD, COD, TSS, TOC, TN, and TP; therefore, to provide more authenticity to membrane technology, a wide range of physical, chemical, and biological parameters should also be considered.
As an alternative to the traditional membrane approaches, dynamic membrane technology (DMT) is an attractive method for municipal and industrial wastewater treatment and surface water treatment [77,78,79]. The concept is that when a cake layer forms on a support, such as a mesh or woven filter cloth instead of a conventional membrane, the cake layer acts as a dynamic membrane by properly controlling its thickness. There are some examples of DMT integration with anaerobic BMR for treating high-strength wastewater [80,81]. Recently, Mahat et al. [82] evaluated the 90-day performance of dynamic anaerobic MBR by utilizing low-cost non-woven filter cloth as the support material and producing biomethane as in situ renewable energy while treating high-strength food processing wastewater. Their success indicates that dynamic anaerobic MBR has great application potential for the treatment of high-strength wastewater, including PSWW, at a low operating cost. On the other hand, due to ceramic membranes having a super chemical/thermal stability, low fouling propensity, and long lifespan, the applications of ceramic membrane technology in water and wastewater are rapidly growing, even on a full-size/industrial scale [83,84]. The lower lifecycle cost of ceramic membranes than PVDF membranes in water treatment [85] also implies that the use of ceramic membranes is an excellent option for PSWW treatment in the near future. It is also possible to integrate PSWW treatment with electricity generation. Recently, Roshanravan et al. [86] conducted some tests of polymer-electrolyte membrane microbial fuel cells by feeding meat poultry wastewater, and they found that the cell equipped with SPSU20/MIL7 composite membrane could generate electric power at a power density of 27.50 mW/m2 and Coulombic efficiency of 31.01% with a COD removal rate of 57.65%. In addition, we highly recommend conducting more research to purify PSWW for recycling water than discharging it into the environment by using RO membranes on a pilot or industrial scale. RO is a very suitable solution to alleviate water scarcity, especially for slaughterhouses located in arid or semiarid regions.
7. Conclusions
It is concluded that the poultry slaughterhouses produce a large amount of wastewater, which is generally treated by conventional methods. The traditional technologies’ inability to recover water and nutrients has given great attention to membrane technology for PSWW treatment. Membrane technology is energy efficient, with a reduction in the number of processing steps, and it provides greater separation efficiency and improved final product quality. It produces water clean enough for reuse and recycling for industrial processing when appropriate two-stage or hybrid membrane separation, e.g., UF+RO, is used. The UF membranes are used as the pretreatment prior to RO by removing suspended solids and macromolecules and recover a good amount of valuable nutrients. Therefore, membrane separation is a promising approach for PSWW treatment. It exhibits excellent performance as a standalone or integrated process by providing high efficiency for pollutant removal and the recovery of valuable products. It removes almost all the pollutants and purifies the water as required to discharge into the environment and reuse for industrial poultry purposes. The summarized economic assessment shows that membrane technology is an economical alternative for the treatment of PSWW. In the near future, robust ceramic UF membranes and DMT using a low-cost mesh or woven filter cloth will have great potential for PSWW pretreatment. The integration of membrane separation with power generation for PSWW treatment is worth further exploration.
Author Contributions
Conceptualization, H.D. and R.R.K.; methodology, F.F.; resources, R.R.K.; data curation, F.F.; writing—original draft preparation, F.F.; writing—review and editing, H.D. and R.R.K.; supervision, R.R.K.; project administration, R.R.K.; funding acquisition, R.R.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the USDA-National Institute of Food and Agriculture, grant number 2020-38821-31091, and National Science Foundation CREST Center for Energy & Environmental Sustainability, NSF grant number 1914692.
Acknowledgments
This work was primarily funded through a grant from the USDA-National Institute of Food and Agriculture, Award #2020-38821-31091. Partial support was also received from National Science Foundation CREST Center for Energy & Environmental Sustainability, NSF grant #1914692.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study, in the collection, analyses, or interpretation of data, in the writing of the manuscript, or in the decision to publish the results.
References
- Bustillo-Lecompte, C.F.; Mehrvar, M. Slaughterhouse Wastewater Characteristics, Treatment, and Management in the Meat Processing Industry: A Review on Trends and Advances. J. Environ. Manag. 2015, 161, 287–302. [Google Scholar] [CrossRef] [PubMed]
- Baker, B.R.; Mohamed, R.; Al-Gheethi, A.; Aziz, H.A. Advanced Technologies for Poultry Slaughterhouse Wastewater Treatment: A Systematic Review. J. Dispers. Sci. Technol. 2020, 42, 880–899. [Google Scholar] [CrossRef]
- Hilares, R.T.; Atoche-Garay, D.F.; Pagaza, D.A.P.; Ahmed, M.A.; Andrade, G.J.C.; Santos, J.C. Promising Physicochemical Technologies for Poultry Slaughterhouse Wastewater Treatment: A Critical Review. J. Environ. Chem. Eng. 2021, 9, 105174. [Google Scholar] [CrossRef]
- Williams, Y.; Basitere, M.; Ntwampe, S.K.O.; Ngongang, M.; Njoya, M.; Kaskote, E. Application of Response Surface Methodology to Optimize the Cod Removal Efficiency of an Egsb Reactor Treating Poultry Slaughterhouse Wastewater. Water Pract. Technol. 2019, 14, 507–514. [Google Scholar] [CrossRef]
- Avula, R.Y.; Nelson, H.M.; Singh, R.K. Recycling of Poultry Process Wastewater by Ultrafiltration. Innov. Food Sci. Emerg. Technol. 2009, 10, 1–8. [Google Scholar] [CrossRef]
- Basitere, M.; Njoya, M.; Rinquest, Z.; Ntwampe, S.K.O.; Sheldon, M.S. Performance Evaluation and Kinetic Parameter Analysis for Static Granular Bed Reactor (SGBR) for Treating Poultry Slaughterhouse Wastewater at Mesophilic Condition. Water Pract. Technol. 2019, 14, 259–268. [Google Scholar] [CrossRef]
- Njoya, M.; Basitere, M.; Ntwampe, S.K.O. Analysis of the Characteristics of Poultry Slaughterhouse Wastewater (PSW) and Its Treatability. Water Pract. Technol. 2019, 14, 959–970. [Google Scholar] [CrossRef]
- Massé, D.I.; Masse, L. Characterization of Wastewater from Hog Slaughterhouses in Eastern Canada and Evaluation of Their In-Plant Wastewater Treatment Systems. Can. Biosyst. Eng. 2000, 42, 139–146. [Google Scholar]
- Yordanov, D. Preliminary Study of the Efficiency of Ultrafiltration Treatment of Poultry Slaughterhouse Wastewater. Bulg. J. Agric. Sci. 2010, 16, 700–704. [Google Scholar]
- Zhang, S.Q.; Kutowy, O.; Kumar, A.; Malcolm, I. A Laboratory Study of Poultry Abattoir Wastewater Treatment by Membrane Technology. Can. Agric. Eng. 1997, 39, 99–105. [Google Scholar]
- de Morais Coutinho, C.; Chiu, M.C.; Basso, R.C.; Ribeiro, A.P.B.; Gonçalves, L.A.G.; Viotto, L.A. State of Art of the Application of Membrane Technology to Vegetable Oils: A Review. Food Res. Int. 2009, 42, 536–550. [Google Scholar] [CrossRef]
- Goswami, K.P.; Pugazhenthi, G. Treatment of Poultry Slaughterhouse Wastewater Using Tubular Microfiltration Membrane with Fly Ash as Key Precursor. J. Water Process Eng. 2020, 37, 101361. [Google Scholar] [CrossRef]
- Rinquest, Z.; Basitere, M.; Ntwampe, S.K.O.; Njoya, M. Poultry Slaughterhouse Wastewater Treatment Using a Static Granular Bed Reactor Coupled with Single Stage Nitrification-Denitrification and Ultrafiltration Systems. J. Water Process Eng. 2019, 29, 100778. [Google Scholar] [CrossRef]
- Bustillo-Lecompte, C.; Mehrvar, M.; Quiñones-Bolaños, E. Slaughterhouse Wastewater Characterization and Treatment: An Economic and Public Health Necessity of the Meat Processing Industry in Ontario, Canada. J. Geosci. Environ. Prot. 2016, 4, 175–186. [Google Scholar] [CrossRef] [Green Version]
- Yaakob, M.A.; Mohamed, R.M.S.R.; Al-Gheethi, A.A.S.; Kassim, A.H.M. Characteristics of Chicken Slaughterhouse Wastewater. Chem. Eng. Trans. 2018, 63, 637–642. [Google Scholar] [CrossRef]
- Rahmanian, N.; Ali, S.H.B.; Homayoonfard, M.; Ali, N.J.; Rehan, M.; Sadef, Y.; Nizami, A.S. Analysis of Physiochemical Parameters to Evaluate the Drinking Water Quality in the State of Perak, Malaysia. J. Chem. 2015, 2015, 716125. [Google Scholar] [CrossRef] [Green Version]
- Guidelines for Water Reuse. Available online: https://www.epa.gov/waterreuse/guidelines-water-reuse (accessed on 26 May 2021).
- Bustillo-Lecompte, C.; Mehrvar, M. Slaughterhouse Wastewater: Treatment, Management and Resource Recovery. In Physico-Chemical Treatment of Wastewater and Resource Recovery; Farooq, R., Ahmad, Z., Eds.; InTech: Rijeka, Croatia, 2017; pp. 153–173. [Google Scholar]
- Basitere, M.; Williams, Y.; Sheldon, M.S.; Ntwampe, S.K.O.; De Jager, D.; Dlangamandla, C. Performance of an Expanded Granular Sludge Bed (EGSB) Reactor Coupled with Anoxic and Aerobic Bioreactors for Treating Poultry Slaughterhouse Wastewater. Water Pract. Technol. 2016, 11, 86–92. [Google Scholar] [CrossRef]
- Meiramkulova, K.; Temirbekova, A.; Saspugayeva, G.; Kydyrbekova, A.; Devrishov, D.; Tulegenova, Z.; Aubakirova, K.; Kovalchuk, N.; Meirbekov, A.; Mkilima, T. Performance of a Combined Treatment Approach on the Elimination of Microbes from Poultry Slaughterhouse Wastewater. Sustainability 2021, 13, 3467. [Google Scholar] [CrossRef]
- Meiramkulova, K.; Devrishov, D.; Zhumagulov, M.; Arystanova, S.; Karagoishin, Z.; Marzanova, S.; Kydyrbekova, A.; Mkilima, T.; Li, J. Performance of an Integrated Membrane Process with Electrochemical Pre-Treatment on Poultry Slaughterhouse Wastewater Purification. Membranes 2020, 10, 256. [Google Scholar] [CrossRef]
- de Sena, R.F.; Moreira, R.F.P.M.; José, H.J. Comparison of Coagulants and Coagulation Aids for Treatment of Meat Processing Wastewater by Column Flotation. Bioresour. Technol. 2008, 99, 8221–8225. [Google Scholar] [CrossRef]
- Teh, C.Y.; Budiman, P.M.; Shak, K.P.Y.; Wu, T.Y. Recent Advancement of Coagulation-Flocculation and Its Application in Wastewater Treatment. Ind. Eng. Chem. Res. 2016, 55, 4363–4389. [Google Scholar] [CrossRef]
- Fan, T.; Deng, W.; Feng, X.; Pan, F.; Li, Y. An Integrated Electrocoagulation—Electrocatalysis Water Treatment Process Using Stainless Steel Cathodes Coated with Ultrathin TiO2 Nanofilms. Chemosphere 2020, 254, 126776. [Google Scholar] [CrossRef] [PubMed]
- Mollah, M.Y.A.; Morkovsky, P.; Gomes, J.A.G.; Kesmez, M.; Parga, J.; Cocke, D.L. Fundamentals, Present and Future Perspectives of Electrocoagulation. J. Hazard. Mater. 2004, 114, 199–210. [Google Scholar] [CrossRef] [PubMed]
- Aziz, A.; Basheer, F.; Sengar, A.; Khan, S.U.; Farooqi, I.H. Biological Wastewater Treatment (Anaerobic-Aerobic) Technologies for Safe Discharge of Treated Slaughterhouse and Meat Processing Wastewater. Sci. Total Environ. 2019, 686, 681–708. [Google Scholar] [CrossRef]
- Johns, M.R. Developments in Wastewater Treatment in the Meat Processing Industry: A Review. Bioresour. Technol. 1995, 54, 203–216. [Google Scholar] [CrossRef]
- Chan, Y.J.; Chong, M.F.; Law, C.L.; Hassell, D.G. A Review on Anaerobic-Aerobic Treatment of Industrial and Municipal Wastewater. Chem. Eng. J. 2009, 155, 1–18. [Google Scholar] [CrossRef]
- Ezugbe, E.O.; Rathilal, S. Membrane Technologies in Wastewater Treatment: A Review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef]
- Shih, J.C.H.; Kozink, M.B. Ultrafiltration Treatment of Poultry Processing Wastewater and Recovery of a Nutritional By-Product. Poult. Sci. 1980, 59, 247–252. [Google Scholar] [CrossRef]
- Van Der Bruggen, B.; Vandecasteele, C.; Van Gestel, T.; Doyenb, W.; Leysenb, R. Review of Pressure-Driven Membrane Processes. Environ. Prog. 2003, 22, 46–56. [Google Scholar] [CrossRef]
- Eyvaz, M.; Arslan, S.; İmer, D.; Yüksel, E.; İsmail, K. Forward Osmosis Membranes—A Review: Part I. In Osmotically Driven Membrane Processes; Du, H., Thompson, A., Wang, X., Eds.; InTech: Rijeka, Croatia, 2018; pp. 11–40. [Google Scholar]
- El-Ghaffar, M.A.A.; Tieama, H.A. A Review of Membranes Classifications, Configurations, Surface Modifications, Characteristics and Its Applications in Water Purification. J. Chem. Biomol. Eng. 2017, 2, 57. [Google Scholar] [CrossRef]
- Beier, S.P. Pressure Driven Membrane Processes, 2nd ed.; Bookboon: London, UK, 2007; pp. 1–22. [Google Scholar]
- Cheryan, M. Ultrafiltration and Microfiltration Handbook, 2nd ed.; CRC Press: Washington, DC, USA, 1998; pp. 1–552. [Google Scholar]
- Charcosset, C. Membrane Processes in Biotechnology and Pharmaceutics; Elsevier: Amsterdam, The Netherlands, 2012; pp. 1–330. [Google Scholar]
- Marchesi, C.M.; Paliga, M.; Oro, C.E.D.; Dallago, R.M.; Zin, G.; Di Luccio, M.; Oliveira, J.V.; Tres, M.V. Use of Membranes for the Treatment and Reuse of Water from the Pre-Cooling System of Chicken Carcasses. Environ. Technol. 2019, 42, 126–133. [Google Scholar] [CrossRef] [PubMed]
- Abboah-afari, E.; Kiepper, B.H. Membrane Filtration of Poultry Processing Wastewater: I. Pre-DAF (Dissolved Air Flotation). Appl. Eng. Agric. 2012, 28, 231–236. [Google Scholar] [CrossRef]
- Abboah-afari, E.; Kiepper, B.H. The Use of Membrane Filtration as an Alternative Pretreatment Method for Poultry Processing Wastewater. In Proceedings of the 2011 Georgia Water Resources Conference, the University of Georgia, Athens, GA, USA, 11–13 April 2011. [Google Scholar]
- Sardari, K.; Askegaard, J.; Chiao, Y.H.; Darvishmanesh, S.; Kamaz, M.; Wickramasinghe, S.R. Electrocoagulation Followed by Ultrafiltration for Treating Poultry Processing Wastewater. J. Environ. Chem. Eng. 2018, 6, 4937–4944. [Google Scholar] [CrossRef]
- Coskun, T.; Debik, E.; Kabuk, H.A.; Manav Demir, N.; Basturk, I.; Yildirim, B.; Temizel, D.; Kucuk, S. Treatment of Poultry Slaughterhouse Wastewater Using a Membrane Process, Water Reuse, and Economic Analysis. Desalin. Water Treat. 2016, 57, 4944–4951. [Google Scholar] [CrossRef]
- Mannapperuma, J.D.; Santos, M.R. Reconditioning of Poultry Chiller Overflow by Ultrafiltration. J. Food Process Eng. 2004, 27, 497–516. [Google Scholar] [CrossRef]
- Oatley-Radcliffe, D.L.; Walters, M.; Ainscough, T.J.; Williams, P.M.; Mohammad, A.W.; Hilal, N. Nanofiltration Membranes and Processes: A Review of Research Trends over the Past Decade. J. Water Process Eng. 2017, 19, 164–171. [Google Scholar] [CrossRef] [Green Version]
- Esteves, T.; Mota, A.T.; Barbeitos, C.; Andrade, K.; Carlos, A.M.; Ferreira, F.C. A Study on Lupin Beans Process Wastewater Nanofiltration Treatment and Lupanine Recovery. J. Clean. Prod. 2020, 277, 123349. [Google Scholar] [CrossRef]
- Afonso, M.D.; Yaez, R.B. Nanofiltration of Wastewater from the Fishmeal Industry. Desalination 2001, 139, 429. [Google Scholar] [CrossRef]
- Tang, C.; Chen, V. Nanofiltration of Textile Wastewater for Water Reuse. Desalination 2002, 143, 11–20. [Google Scholar] [CrossRef]
- Xu, G.R.; Wang, J.N.; Li, C.J. Strategies for Improving the Performance of the Polyamide thin Film Composite (PA-TFC) Reverse Osmosis (RO) Membranes: Surface Modifications and Nanoparticles Incorporations. Desalination 2013, 328, 83–100. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Y. Reverse Osmosis Concentrate: An Essential Link for Closing Loop of Municipal Wastewater Reclamation towards Urban Sustainability. Chem. Eng. J. 2020, 421, 127773. [Google Scholar] [CrossRef]
- Suwaileh, W.; Johnson, D.; Hilal, N. Membrane Desalination and Water Re-Use for Agriculture: State of the Art and Future Outlook. Desalination 2020, 491, 114559. [Google Scholar] [CrossRef]
- Bohdziewicz, J.; Sroka, E.; Korus, I. Application of Ultrafiltration and Reverse Osmosis to the Treatment of the Wastewater Produced by the Meat Industry. Pol. J. Environ. Stud. 2003, 12, 269–274. [Google Scholar]
- Meiramkulova, K.; Zorpas, A.A.; Orynbekov, D.; Zhumagulov, M.; Saspugayeva, G.; Kydyrbekova, A.; Mkilima, T.; Inglezakis, V.J. The Effect of Scale on the Performance of an Integrated Poultry Slaughterhouse Wastewater Treatment Process. Sustainability 2020, 12, 4679. [Google Scholar] [CrossRef]
- Cicek, N. A Review of Membrane Bioreactors and Their Potential Application in the Treatment of Agricultural Wastewater. Can. Biosyst. Eng. 2003, 45, 37–49. [Google Scholar]
- Williams, Y. Treatment of Poultry Slaughterhouse Wastewater Using an Expanded Granular Sludge Bed Anaerobic Digester Coupled with Anoxic/Aerobic Hybrid Side Stream Ultrafiltration Membrane Bioreactor. Master’s Thesis, Cape Peninsula University of Technology, Cape Town, South Africa, December 2017. [Google Scholar]
- Fuchs, W.; Binder, H.; Mavrias, G.; Braun, R. Anaerobic Treatment of Wastewater with High Organic Content Using a Stirred Tank Reactor Coupled with a Membrane Filtration Unit. Water Res. 2003, 37, 902–908. [Google Scholar] [CrossRef]
- Gürel, L.; Büyükgüngör, H. Treatment of Slaughterhouse Plant Wastewater by Using a Membrane Bioreactor. Water Sci. Technol. 2011, 64, 214–219. [Google Scholar] [CrossRef] [PubMed]
- Meyo, H.B.; Njoya, M.; Basitere, M.; Ntwampe, S.K.O.; Kaskote, E. Treatment of Poultry Slaughterhouse Wastewater (PSW) Using a Pretreatment Stage, an Expanded Granular Sludge Bed Reactor (EGSB), and a Membrane Bioreactor (MBR). Membranes 2021, 11, 345. [Google Scholar] [CrossRef]
- Poerio, T.; Piacentini, E.; Mazzei, R. Membrane Processes for Microplastic Removal. Molecules 2019, 24, 4148. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zou, T.; Kang, G.; Zhou, M.; Li, M.; Cao, Y. Investigation of Flux Attenuation and Crystallization Behavior in Submerged Vacuum Membrane Distillation (SVMD) for SWRO Brine Concentration. Chem. Eng. Process. Process Intensif. 2019, 143, 107567. [Google Scholar] [CrossRef]
- Tijing, L.D.; Woo, Y.C.; Choi, J.S.; Lee, S.; Kim, S.H.; Shon, H.K. Fouling and Its Control in Membrane Distillation-A Review. J. Memb. Sci. 2015, 475, 215–244. [Google Scholar] [CrossRef]
- Camacho, L.M.; Dumée, L.; Zhang, J.; de Li, J.; Duke, M.; Gomez, J.; Gray, S. Advances in Membrane Distillation for Water Desalination and Purification Applications. Water 2013, 5, 94–196. [Google Scholar] [CrossRef] [Green Version]
- Białas, W.; Stangierski, J.; Konieczny, P. Protein and Water Recovery from Poultry Processing Wastewater Integrating Microfiltration, Ultrafiltration and Vacuum Membrane Distillation. Int. J. Environ. Sci. Technol. 2015, 12, 1875–1888. [Google Scholar] [CrossRef] [Green Version]
- Hart, M.R.; Huxsoll, C.C.; Tsai, L.-S.; NG, K.C. Preliminary Studies of Microfiltration for Food Processing Water Reuse. J. Food Prot. 1988, 51, 269–276. [Google Scholar] [CrossRef]
- Nelson, H.M. Performance of Polymeric Membrane Systems in the Treatment of Poultry Processing Plant Waste Effluent. Master’s Thesis, The University of Georgia, Athens, GA, USA, December 2006. [Google Scholar]
- Lo, Y.M.; Cao, D.; Argin-Soysal, S.; Wang, J.; Hahm, T.S. Recovery of Protein from Poultry Processing Wastewater Using Membrane Ultrafiltration. Bioresour. Technol. 2005, 96, 687–698. [Google Scholar] [CrossRef]
- Basitere, M.; Rinquest, Z.; Njoya, M.; Sheldon, M.S.; Ntwampe, S.K. Treatment of Poultry Slaughterhouse Wastewater Using a Static Granular Bed Reactor (SGBR) Coupled with Ultrafiltration (UF) Membrane System. Water Sci. Technol. 2017, 76, 106–114. [Google Scholar] [CrossRef]
- Malmali, M.; Askegaard, J.; Sardari, K.; Eswaranandam, S.; Sengupta, A.; Wickramasinghe, S.R. Evaluation of Ultrafiltration Membranes for Treating Poultry Processing Wastewater. J. Water Process Eng. 2018, 22, 218–226. [Google Scholar] [CrossRef]
- Meiramkulova, K.; Orynbekov, D.; Saspugayeva, G.; Aubakirova, K.; Arystanova, S.; Kydyrbekova, A.; Tashenov, E.; Nurlan, K.; Mkilima, T. The Effect of Mixing Ratios on the Performance of an Integrated Poultry Slaughterhouse Wastewater Treatment Plant for a Recyclable High-Quality Effluent. Sustainability 2020, 12, 6097. [Google Scholar] [CrossRef]
- Hart, M.R.; Huxsoll, C.C.; Tsai, L.S.; NG, K.C.; King, A.D.; Jones, C.C.; Halbrook, W.U. Microfiltration of Chicken Process Waters for Reuse: Plant Studies and Projected Operating Costs. J. Food Process Eng. 1990, 12, 191–210. [Google Scholar] [CrossRef]
- Cui, Z.F.; Muralidhara, H.S. Membrane Technology: A Practical Guide to Membrane Technology and Applications in Food and Bioprocessing; Elsevier: New York, NY, USA, 2010; pp. 1–312. [Google Scholar]
- Chun, Y.; Mulcahy, D.; Zou, L.; Kim, I.S. A Short Review of Membrane Fouling in Forward Osmosis Processes. Membranes 2017, 7, 30. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Du, X.; Shi, Y.; Jegatheesan, V.; Haq, I.U. A Review on the Mechanism, Impacts and Control Methods of Membrane Fouling in Mbr System. Membranes 2020, 10, 24. [Google Scholar] [CrossRef] [Green Version]
- Yousuf, A. Microalgae Cultivation for Biofuels Production; Academic Press: San Diego, CA, USA, 2020; pp. 1–382. [Google Scholar]
- Jiang, S.; Li, Y.; Ladewig, B.P. A Review of Reverse Osmosis Membrane Fouling and Control Strategies. Sci. Total Environ. 2017, 595, 567–583. [Google Scholar] [CrossRef] [PubMed]
- Bokhary, A.; Tikka, A.; Leitch, M.; Liao, B. Membrane Fouling Prevention and Control Strategies in Pulp and Paper Industry Applications: A Review. J. Membr. Sci. Res. 2018, 4, 181–197. [Google Scholar] [CrossRef]
- Racar, M.; Dolar, D.; Špehar, A.; Košutić, K. Application of UF/NF/RO Membranes for Treatment and Reuse of Rendering Plant Wastewater. Process Saf. Environ. Prot. 2017, 105, 386–392. [Google Scholar] [CrossRef]
- Saravia, H.; Houston, J.E.; Toledo, R.; Nelson, H.M. Economic Feasibility of Recycling Chiller Water in Poultry Processing Plants By Ultrafiltration. In Proceedings of the 2005 Georgia Water Resources Conference, the University of Georgia, Athens, GA, USA, 25–27 April 2005. [Google Scholar]
- Ma, J.; Wang, Z.; Zou, X.; Feng, J.; Wu, Z. Microbial Communities in an Anaerobic Dynamic Membrane Bioreactor (AnDMBR) for Municipal Wastewater Treatment: Comparison of Bulk Sludge and Cake Layer. Process Biochem. 2013, 48, 510–516. [Google Scholar] [CrossRef]
- Yi, Z.; Shibin, X.; Feng, H.; Dong, X.; Lingwei, K.; Zhenbin, W. Phosphate Removal of Acid Wastewater from High-Phosphate Hematite Pickling Process by in-Situ Self-Formed Dynamic Membrane Technology. Desalin. Water Treat. 2012, 37, 77–83. [Google Scholar] [CrossRef]
- Yang, T.; Ma, Z.F.; Yang, Q.Y. Formation and Performance of Kaolin/MnO2 Bi-Layer Composite Dynamic Membrane for Oily Wastewater Treatment: Effect of Solution Conditions. Desalination 2011, 270, 50–56. [Google Scholar] [CrossRef]
- Ersahin, M.E.; Ozgun, H.; Tao, Y.; van Lier, J.B. Applicability of Dynamic Membrane Technology in Anaerobic Membrane Bioreactors. Water Res. 2014, 48, 420–429. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, X.C.; Ngo, H.H.; Sun, Q.; Yang, Y. Anaerobic Dynamic Membrane Bioreactor (AnDMBR) for Wastewater Treatment: A Review. Bioresour. Technol. 2018, 247, 1107–1118. [Google Scholar] [CrossRef]
- Mahat, S.B.; Omar, R.; Che Man, H.; Mohamad Idris, A.I.; Mustapa Kamal, S.M.; Idris, A.; Shreeshivadasan, C.; Jamali, N.S.; Abdullah, L.C. Performance of Dynamic Anaerobic Membrane Bioreactor (DAnMBR) with Phase Separation in Treating High Strength Food Processing Wastewater. J. Environ. Chem. Eng. 2021, 9, 105245. [Google Scholar] [CrossRef]
- Noguchi, H.; Oo, M.H.; Niwa, T.; Fong, E.; Yin, R.; Supaat, N. Applications of Flat Sheet Ceramic Membrane for Surface Water and Seawater Treatments—Introduction of Performance in Large-Scale Drinking Water Plant and Seawater Pretreatment Pilot System in Singapore. Water Pract. Technol. 2019, 14, 289–296. [Google Scholar] [CrossRef] [Green Version]
- Asif, M.B.; Zhang, Z. Ceramic Membrane Technology for Water and Wastewater Treatment: A Critical Review of Performance, Full-Scale Applications, Membrane Fouling and Prospects. Chem. Eng. J. 2021, 418, 129481. [Google Scholar] [CrossRef]
- Kurth, C.J.; Wise, B.L.; Smith, S. Design Considerations for Implementing Ceramics in New and Existing Polymeric UF Systems. Water Pract. Technol. 2018, 13, 725–737. [Google Scholar] [CrossRef]
- Roshanravan, B.; Younesi, H.; Abdollahi, M.; Rahimnejad, M.; Pyo, S.H. Application of Proton-Conducting Sulfonated Polysulfone Incorporated MIL-100(Fe) Composite Materials for Polymer-Electrolyte Membrane Microbial Fuel Cells. J. Clean. Prod. 2021, 300, 126963. [Google Scholar] [CrossRef]
Figure 1.
Water consumption during poultry processing in the poultry slaughterhouse.

Figure 2.
Schematic representation of pressure-driven membranes.

Figure 3.
Static granular bed reactor coupled with single-stage nitrification-denitrification and ultrafiltration for PSWW treatment (reproduced with permission from [13]: Rinquest, Z.; Basitere, M.; Ntwampe, S. K. O.; Njoya, M. Poultry Slaughterhouse Wastewater Treatment Using a Static Granular Bed Reactor Coupled with Single-Stage Nitrification-Denitrification and Ultrafiltration Systems. J. Water Process Eng. 2019, 29, 100778. https://doi.org/10.1016/j.jwpe.2019.02.018. Accessed on 14 March 2021. Copyright (2019), Elsevier).
Figure 3.
Static granular bed reactor coupled with single-stage nitrification-denitrification and ultrafiltration for PSWW treatment (reproduced with permission from [13]: Rinquest, Z.; Basitere, M.; Ntwampe, S. K. O.; Njoya, M. Poultry Slaughterhouse Wastewater Treatment Using a Static Granular Bed Reactor Coupled with Single-Stage Nitrification-Denitrification and Ultrafiltration Systems. J. Water Process Eng. 2019, 29, 100778. https://doi.org/10.1016/j.jwpe.2019.02.018. Accessed on 14 March 2021. Copyright (2019), Elsevier).

Figure 4.
Schematic representation of an MBR process (reproduced with permission from [57]: Poerio, T.; Piacentini, E.; Mazzei, R. Membrane Processes for Microplastic Removal. Molecules 2019, 24, 4148. https://doi.org/10.3390/molecules24224148. Accessed on 15 March 2021. Copyright (2019), MDPI).
Figure 4.
Schematic representation of an MBR process (reproduced with permission from [57]: Poerio, T.; Piacentini, E.; Mazzei, R. Membrane Processes for Microplastic Removal. Molecules 2019, 24, 4148. https://doi.org/10.3390/molecules24224148. Accessed on 15 March 2021. Copyright (2019), MDPI).

Figure 5.
Response surface for permeate flux, J, as function of downstream pressure and feed temperature (reproduced with permission from [61]: Białas, W.; Stangierski, J.; Konieczny, P. Protein and Water Recovery from Poultry Processing Wastewater Integrating Microfiltration, Ultrafiltration and Vacuum Membrane Distillation. Int. J. Environ. Sci. Technol. 2015, 12, 1875–1888. https://doi.org/10.1007/s13762-014-0557-4. Accessed on 19 March 2021. Copyright (2015), Springer).
Figure 5.
Response surface for permeate flux, J, as function of downstream pressure and feed temperature (reproduced with permission from [61]: Białas, W.; Stangierski, J.; Konieczny, P. Protein and Water Recovery from Poultry Processing Wastewater Integrating Microfiltration, Ultrafiltration and Vacuum Membrane Distillation. Int. J. Environ. Sci. Technol. 2015, 12, 1875–1888. https://doi.org/10.1007/s13762-014-0557-4. Accessed on 19 March 2021. Copyright (2015), Springer).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
PSWW characteristics, discharging limits, and reclaiming wastewater treatment goals [6,15,17,18,19,20].
| Parameter | Significance in Wastewater Reclamation | Characteristic Type | Pollutant Level | EU Discharge Standard | US Discharge Standard | Treatment Goal in Reclaimed Wastewater | Water Reuse Application |
|---|---|---|---|---|---|---|---|
| BOD | Organic substrate for microbial or algal growth | Biological | 925–5000 mg/L | 25 mg/L | 26 mg/L | ≤10 mg/L | Urban use, agricultural irrigation, recreational use, environmental enhancement, and industrial reuse |
| COD | Measure of oxidizable substrate | Chemical | 2133–12,490 mg/L | 125 mg/L | - | - | - |
| TOC | Measure of organic carbon | Chemical | 194.9–651.5 mg/L | - | - | <10 mg/L | - |
| TSS | Measure of particles in wastewater; can also be related to microbial contamination | Physical | 313–8200 mg/L | 35 mg/L | 30 mg/L | ≤30 mg/L | Urban use, agricultural irrigation, recreational use, environmental enhancement, and industrial reuse |
| Turbidity | Measure of particles in wastewater | Physical | 237–997 mg/L | - | - | ≤2 NTU | Urban use, agricultural irrigation, recreational use, environmental enhancement, and industrial reuse |
| Nitrogen | Nutrient source for irrigation; can also contribute to algal growth | Chemical | 162.6–563.8 mg/L | 10 mg/L | 8 mg/L | <30 mg/L | - |
| Phosphorous | Nutrient source for irrigation; can also contribute to algal growth | Chemical | 8–27 mg/L | 1 mg/L | - | <20 mg/L | - |
| pH | Measure of acidity and basicity | Chemical | 6.13–8.0 mg/L | - | 6–9 mg/L | 6–9 | Urban use, agricultural irrigation, recreational use, environmental enhancement, and industrial reuse |
| Pathogen | Measure of the risk of microbial infection due to enteric viruses, pathogenic bacteria, and protozoa | Biological | 30–4020 CFU/100 mL | - | - | ≤200 CFU/100 mL | Urban use, agricultural irrigation, recreational use, environmental enhancement, and industrial reuse |
-: Not reported; CFU = colony-forming unit.
| Reverse Osmosis | Nanofiltration | Ultrafiltration | Microfiltration | |
|---|---|---|---|---|
| Structure | Asymmetrical | Asymmetrical | Asymmetrical | Symmetrical, Asymmetrical |
| Pore size | <0.001 μm | 0.001–0.002 μm | 0.002–0.05 μm | 0.05–10 μm |
| Rejection | All contaminants, including monovalent ions | Pigments, sulfates, divalent anions, divalent cations, lactose, sucrose, sodium chloride | Proteins, pigments, oils, sugar, micro-plastics | Bacteria, fat, oil, grease, colloids, microparticles |
| Membrane material(s) | CA, PS | CA, PA | PVDS, PS, poly (acrylonitrile), poly (ether sulfone) | PVDS, PS, poly (acrylonitrile), poly (ether sulfone), nylons, poly (tetrafluoroethylene), CA, cellulose nitrate |
| Membrane module | Tubular, spiral wound, plate-and-frame | Tubular, spiral wound, plate-and-frame | Tubular, hollow fiber spiral wound, plate-and-frame | Tubular, hollow fiber, plate-and-frame |
| Operating pressure | 10–100 bar | 5–20 bar | 1–10 bar | 0.1–2 bar |
Table 3.
Summary of treatment of poultry slaughterhouse wastewater by membrane technology.
| Membrane | Material | Module | Treatment | BOD | COD | TOC | TSS | TS | Turbidity | TP | TN | Reference |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MF | Ceramic | Tubular | Standalone | - | 100% | - | 100% | - | ≈100% | - | - | [12] |
| MF | PA | Hollow fiber | Standalone | - | 63.3% | 57.8% | - | - | 98.8% | - | 55.9% | [37] |
| MF | Polyether sulfone | Spiral | Standalone | - | 92.5% | 88.4% | - | - | 100% | - | 82.5% | [37] |
| MF | PVDF | Flat sheet | Standalone | - | 88% | - | - | 34% | - | - | - | [38] |
| MF | PVDF | - | Standalone | - | 89% | - | - | 35% | - | - | - | [39] |
| MF | Ceramic | Tubular | Standalone | ≈70% | - | - | - | - | - | - | - | [62] |
| UF | Polyethersulfone | Hollow fiber | Standalone | - | 76.7% | 61.7% | - | - | 99.6% | - | 41.9% | [37] |
| UF | Polyethersulfone | Spiral | Standalone | - | 94.2% | 92.5% | - | - | 100% | - | 87.1% | [37] |
| UF | PS | - | Integrated | - | 97.4% | - | - | - | - | - | - | [41] |
| UF | Polyacrylonitrile | Plate-and-frame | Standalone | >97% | >94% | - | 99% | - | - | - | - | [9] |
| UF | Polyacrylonitrile | Flat sheet | Standalone | 98% | 96.6% | - | - | 63% | - | - | - | [63] |
| UF | PS | Hollow fiber | Standalone | - | 74% | - | - | - | 99.9% | - | - | [42] |
| UF | PS | Flat sheet | Standalone | - | 58.86% | - | - | - | - | - | - | [64] |
| UF | Ceramic | - | Integrated | - | 98% | - | 99.8% | - | - | - | - | [65] |
| UF | Ceramic | Hollow fiber | Integrated | - | 91% | 97% | - | - | - | - | [13] | |
| UF | - | Flat sheet | Standalone | - | 89% | - | - | 22% | - | - | - | [38] |
| UF | - | - | Standalone | - | 91% | - | - | 22% | - | - | - | [39] |
| UF | Non-cellulosic | Tubular | Standalone | - | 95% | - | - | 85% | - | - | 86% | [30] |
| UF | PS | - | - | - | - | 55% | - | - | - | - | - | [10] |
| UF | Polyethersulfone | - | Standalone | 93% | 94% | - | 100% | - | - | - | - | [66] |
| UF | - | - | - | - | - | 100% | - | 100% | - | - | [67] | |
| NF | Thin film composite | - | Standalone | - | 82% | - | - | - | - | - | - | [10] |
| NF | Thin film | - | Standalone | - | >85% | - | - | - | - | - | - | [41] |
| RO | PA | - | Standalone | - | ≈90% | - | - | - | - | - | - | [41] |
| RO | - | - | Integrated | - | - | - | 100% | 100% | - | - | [51] | |
| RO | - | - | Integrated | 99.70% | 99.76% | 99.71% | 99.88% | - | - | [21] | ||
| MBR | Ceramic | - | Integrated | - | - | 62% | 57% | - | 97% | - | - | [53] |
| MBR | Ceramic | - | Integrated | - | >90% | - | - | - | - | - | - | [54] |
| MBR | polyether-sulfone | - | Integrated | - | >95% | - | >95% | - | - | - | - | [56] |
| VMD | Polypropylene | Flat sheet | Integrated | - | 100% | - | 100% | - | - | - | 100% | [61] |
-: Not reported; TP is presented by phosphates.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Fatima, F.; Du, H.; Kommalapati, R.R. Treatment of Poultry Slaughterhouse Wastewater with Membrane Technologies: A Review. Water 2021, 13, 1905. https://doi.org/10.3390/w13141905
AMA Style
Fatima F, Du H, Kommalapati RR. Treatment of Poultry Slaughterhouse Wastewater with Membrane Technologies: A Review. Water. 2021; 13(14):1905. https://doi.org/10.3390/w13141905
Chicago/Turabian StyleFatima, Faryal, Hongbo Du, and Raghava R. Kommalapati. 2021. "Treatment of Poultry Slaughterhouse Wastewater with Membrane Technologies: A Review" Water 13, no. 14: 1905. https://doi.org/10.3390/w13141905
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.