
Slaughterhouse Wastewater Treatment: A Review on Recycling and Reuse Possibilities
by
 ,
,
Maximilian Philipp
1,*, 
Khaoula Masmoudi Jabri
2,
Johannes Wellmann
1,
Hanene Akrout
2,
Latifa Bousselmi
2 and
Sven-Uwe Geißen
1 1
Department of Environmental Technology, Technische Universität Berlin, 10623 Berlin, Germany
2
Laboratory of Wastewater and Environment, Centre for Water Research and Technologies CERTE, BP 273, Soliman 8020, Tunisia
*
Author to whom correspondence should be addressed.
Water 2021, 13(22), 3175; https://doi.org/10.3390/w13223175
Submission received: 1 October 2021
/
Revised: 1 November 2021
/
Accepted: 8 November 2021
/
Published: 10 November 2021
Abstract
:Slaughterhouses produce a large amount of wastewater, therefore, with respect to the increasing water scarcity, slaughterhouse wastewater (SWW) recycling seems to be a desirable goal. The emerging challenges and opportunities for recycling and reuse have been examined here. The selection of a suitable process for SWW recycling is dependent on the characteristics of the wastewater, the available technology, and the legal requirements. SWW recycling is not operated at a large scale up to date, due to local legal sanitary requirements as well as challenges in technical implementation. Since SWW recycling with single-stage technologies is unlikely, combined processes are examined and evaluated within the scope of this publication. The process combination of dissolved air flotation (DAF) followed by membrane bioreactor (MBR) and, finally, reverse osmosis (RO) as a polishing step seems to be particularly promising. In this way, wastewater treatment for process water reuse could be achieved in theory, as well as in comparable laboratory experiments. Furthermore, it was calculated via the methane production potential that the entire energy demand of wastewater treatment could be covered if the organic fraction of the wastewater was used for biogas production.
1. Introduction
Providing all people with drinking water, food and energy are three of the central challenges of modern times. Due to the increasing growth of the world population and the rising standard of living, the demand for resources is rising, in particular the consumption of fresh water [1,2]. According to the Food and Agriculture Organization of the United Nations, 1.8 billion people are expected to live in countries or regions with absolute water scarcity (<500 m3 per person per year) by 2025 [3]. Worldwide, agriculture accounts for 92% of the global freshwater footprint, 29% of which is used in agriculture to produce meat products [4]. The decreasing availability of fresh water resources leads to new strategies in the field of water and wastewater management. Wastewater reuse represents an opportunity to use resources more sustainably [5]. As a result, a high treatment efficiency is of great importance [6]. In this context, the recycling of SWW appears to be a desirable goal.
Slaughterhouses are a large industry, as meat is an important part of the diet in many countries around the world [7]. Global meat production has increased in the recent years [3]. As shown in Figure 1, there was an almost linear increase in global meat production until 2015. Since 2015, the production level seems to be constant. Annual meat production is expected to increase to 366 Mt by 2029 according to the OECD [3]. The average water requirement for the production of one tonne of meat is 15,500 m3 for cattle, 4800 m3 for pigs, 6100 m3 for sheep and 4000 m3 for poultry [8]. As meat production increases, so does the volume of SWW. Among the food processing industries, the meat processing industry is, with a percentage of 24% followed by the beverages industry with 13% and dairy industry with 12%, considered to have the highest demand for fresh water [6,9]. With 1.5 to 18 m3 of wastewater discharged per ton of meat produced, the meat industry has a significant impact on the global water balance [10]. In more detail, slaughtering cattle and pigs produces about 1.6 to 9, sheep 5.5 to 8.3 and poultry 5 to 15 m3 of wastewater per ton of meat [11].
However, the composition of SWW varies considerably depending on the different industrial processes and specific water requirements [6]. SWW is considered harmful worldwide due to its complex composition of fats, proteins and fibers, as well as the pathogenic risk from fecal bacteria and possible infectious carcasses [6]. Therefore, it requires specialized treatment methods [7]. An overview of SWW characteristics is given in Table 1.
A number of review articles that deal with technologies used for treatment of SWW are available [6,7,12,13,14]. However, up-to-date review articles on SWW recycling have not been published, although there are a number of publications in the field as shown in Table 2. In contrast, review articles in the field of waste water recycling in the food and beverages industry are available [15,16,17]. According to the Reference Document on Best Available Techniques in the Slaughterhouses and Animal By-products Industries [11], Many slaughterhouses in Europe use a screen often followed by a DAF as a pretreatment process and then discharge the wastewater to the municipal wastewater treatment plants for further treatment. In some countries, such as Sweden, the wastewater is discharged directly to the municipal treatment plant after screening. The goal of this review is to compare the treatment technologies and opportunities for the in situ recycling of meat processing wastewater, with the aim of providing a theoretical basis for the technical implementation within the framework of pilot or large-scale plants. This could have a positive impact on the increasing water scarcity, which is one of the most important development goals of our time. It can also be a further step towards zero liquid discharge in industrial water management, which is important for a long-term sustainable circular economy.
2. Materials and Methods
Literature Research
This review article was conducted based on the most relevant and current literature [21]. In order to make a selection of publications relevant to the topic, the following steps were pursued. Initially, peer-reviewed references (books, book chapters, articles, and reviews) were searched in scientific databases. Furthermore, non-peer-reviewed references, such as government reports on public policy on the topic were also included in the search. Afterwards, the key results were evaluated. Based on this, a selection of current references relevant to the topic of this review could be made. Among the most used databases were: ScienceDirect, Web of Science and Google Scholar. The following keywords in combination with slaughterhouse wastewater were used as the main search terms: aerobic, anaerobic, biological treatments, DAF, meat, membrane separation process, physicochemical treatments, recycling, reuse and zero-liquid discharge. Table 2 shows the hit count for the searched keywords. In the context of this review, publications were selected that both had a large correlation with the topic and were cited most frequently.
Subsequently, the most important publications according to these criteria were reviewed for technologies that enable SWW recycling. These were then examined with regard to their performance and where this was sufficient, the energy consumption and other costs were determined and evaluated. The process combinations that seemed suitable were then examined in more detail, and based on this, two models were created that would enable SWW recycling on a large scale.
Following Wang and Serventi [17], the possibilities of wastewater reuse in the processing of the third major protein source (meat) in the human diet are discussed here. The aim of this work is to address specific challenges related to the water use in the meat processing industry and to evaluate the possibilities of water reuse through the combination of proven knowledge and current innovations. For this purpose, SWW was first characterized with regard to quantities, composition and special properties and then evaluated for its reusability which was classified into four categories.
Assessment Tool
In order to assess the recycling possibilities of SWW, the systems described in the publications were evaluated and compared based on their performance and technical feasibility, taking into account their different operating conditions. Subsequently, in order to create comparability, the purified water is classified into different categories:
- Wastewater discharge;
- Process water reuse;
- Reuse without product contact;
- Agricultural irrigation.
For the first category related to the wastewater discharge, the limit values of the German Waste Water Ordinance (AbwV) are used as a reference [22]. In the case of process water reuse, the regulation applies that only drinking water according to [23] 98/83/EC can be used as process water in the food industry. However, this directive provides legal leeway for the use of alternative water qualities if it can be proven that the water quality does not affect the wholesomeness of the product [24]. Nevertheless, the assessment of the compliance of the water of the second category must comply with the limits of Directive 98/83/EC concerning the quality of drinking water, which is part of the regulation of water supply and sanitation in the European Union. Category 3 reuse without product contact (e.g., external rinsing and cleaning processes or boiler feed water) may have very different requirements. For this category, the requirements are specified in Table 3. For the evaluation of the quality of water used for agricultural irrigation, the guidelines of the European Commission on “Minimum Reclaimed Water Quality Criteria and Preventive Measures” are applied [25]. Table 3 summarizes the limit values applied to the use of the mentioned categories according to the existing regulations.
3. Results
3.1. Slaughterhouse Wastewater Guidelines and Regulations
Regulations can be a helpful tool to control the impact of the discharge of SWW into the environment [28]. To this end, regulations are used, which set limits for the emission into the EU environment, such as the “Urban Wastewater Treatment Directive 91/271/EEC” [29], the “Effluent Limitations Guidelines and New Source Performance Standards for the Meat and Poultry Products Point Source” [30] of the USA or the Chinese “Integrated wastewater discharge standard (GB 8978-1996)” [31]. There are also rules and recommendations to regulate emissions into the environment, namely the European Best Available Techniques Reference Document [11], which summarizes the technologies that are considered to have the least negative impact on the environment according to the state of the art, and is also used to regulate for approval by the authorities. There are also regulations, such as the Waste Water Ordinance in the case of Germany [32]. This represents the implementation of the Water Framework Directive into national law.
Table 4 shows the limits applied for direct discharge of treated wastewater issued from different regulations. It can be seen that the limit values were set at comparable levels. For the scope of this paper, the limits of the Urban Wastewater Treatment Directive 91/271/EEC [29] will be used as a representative for the assessments. Apart from limits, other approaches exist to reduce the environmental impact of wastewater [5]. For example, countries such as Australia and the USA are working on an integrated approach [5]. The goal is for industry and the regulatory authorities to work together to find the best possible approach [5]. Other countries, such as India and Colombia, have passed laws that prescribe specific wastewater treatment technologies for certain industries [5].
3.2. Slaughterhouse Wastewater Characteristics
As already mentioned, SWW is considered hygienically hazardous and contains a large amount of organic contaminants and, in particular, a comparatively high amount of nitrogen [18]. The average 1.6 to 9 m3 wastewater per ton of meat produced [11] can be distinguished based on its occurrence at different process steps. Three main classes of water demand can be classified. A total of 40% to 50% of the total water consumption is for direct slaughter, meaning that direct product contact takes place. Another 40% to 50% are used for cleaning the factory and cars, without product contact. About 6% to 12% are required as cooling and boiler feed water, without product contact but with special quality requirements [11,27].
Slaughterhouses can be divided into three categories in regard to their size and waste water quantity:
- small: up to 20 m3·d−1;
- medium: up to 500 m3·d−1;
- large: more than 500 m3·d−1.
Figure 2 shows an overview of wastewater volumes, recycling possibilities and the water requirements of the individual process steps.
SWW is characterized by a high biological oxygen demand (BOD5) (500–4000 mg·L−1) and chemical oxygen demand (COD) (1000–15,000 mg·L−1) as well as high concentrations of fat oil and grease (FOG) (300–2000 mg·L−1), total solids (TS) (400–8000 mg·L−1), total suspended solids (TSS) (300–6000 mg·L−1), total nitrogen (TN) (50–800 mg·L−1) and chlorides (300–800 mg·L−1) [6,33,34]. Table 1 shows average SWW compositions. The high variations can be explained by daily changes within a company, but also by different types of processing in different companies [11]. The blood separation efficiency of the processes is an important factor in enabling low loads in the wastewater [35]. In Europe, a blood separation efficiency of 90% is usually required [11]. Particularly high N to C ratios can occur, for instance, in slaughterhouses where little or no blood is separated and most of the blood can enter the wastewater. However, lower wastewater pollution concentrations is oftentimes achieved by increasing water consumption through dilution of wastewater. This leads to excessive wastewater generation and should be avoided [35].
In order to assess the properties of the wastewater, specific ratios were calculated taking into account average characteristics presented in Table 1. The BOD5:COD ratio shows that almost half of the organic matter contained in the wastewater is readily biodegradable, which is comparable to municipal wastewater [36]. The TSS to COD ratio of 0.6 allows a conclusion to be made regarding the compounds that can be separated by physical-chemical treatment [37]. The high content of nitrogen in relation to organic matter indicates special challenges for the nitrogen elimination [18].
Due to the contamination with pathogens and the high content of proteins, fats and organic fibers, slaughterhouse wastewater is considered one of the most harmful wastewaters in the food processing industry [6,38,39]. The pathogenic microorganisms that are introduced into the wastewater by washing out the intestines are potentially hazardous and, therefore, a germ reduction measure is required, such as disinfection [39,40]. Due to the use of pharmaceuticals for the veterinary treatment of animals, residues in the form of micropollutants can be present in the wastewater [6,39,41]. The concentration of these micropollutants vary from plant to plant and can lead to special challenges in wastewater treatment with regard to biological treatment and reuse [41,42].
3.3. Slaughterhouse Wastewater Treatment
3.3.1. Physicochemical Treatment Methods
Dissolved Air Flotation
Dissolved air flotation (DAF) is commonly used as a primary treatment [7,14]. In the DAF process, air is gassed into the fluid at a pressure of 4–6 bar up to supersaturation. The pressure is then reduced and the dissolved air escapes from the fluid in the form of small bubbles [43]. These attach themselves to the target ingredients and form the flotate on the surface. This is removed by a skimmer and collected for further treatment. This process, in particular with the addition of flocculants, can be used to denature proteins present in the wastewater and achieve a high separation efficiency [43]. The use of the DAF system as a primary treatment prior to the biological treatment allows the separation of suspended and/or fatty particles from the fluid [43,44]. Figure 3 shows the working principle. In large-scale slaughterhouse wastewater applications, the DAF system can achieve reductions in chemical oxygen demand (COD), total nitrogen (TN), total phosphorus (TP) and fat oil and grease (FOG) of 70%, 55%, 70% and 85%, respectively [18,35]. With an energy requirement of 0.05–0.30 kWh·m−3 in the case of SWW, the DAF is clearly above the sedimentation, but it was repeatedly observed that due to the high FOG content, the sedimentation cannot provide the necessary separation [18].
Flotation has proven to be an efficient pretreatment for SWW [11]. However, it should be noted that limitations also exist with respect to the use of this technology. Namely, the dependence of chemical addition to improve the flocculation process, as well as a higher energy demand [45]. In addition, the use of synthetic polymeric coagulants in the process can lead to secondary contamination of the sludge, this can be avoided by using natural additives such as Tanin [34].
In the study conducted by de Nardi et al. [46], the use of a chemically enhanced DAF for the treatment of poultry SWW was investigated using different coagulants. polyaluminum chloride (PAC), a cationic polymer and tanine were used as coagulant, and anionic polyacrylamide was used as a flocculant. The highest separation rates were achieved with PAC and tanin in laboratory tests at a recycling rate of 40% and a solubility pressure of 400 kPa. In particular, by using 24 mg·L−1 PAC in combination with 1.5 mg·L−1 anionic polymer at pH 7.25, removal efficiencies of: 77% of COD, 74% of total suspended solids (TSS), and 34% of TP were achieved [46].
In a more recent study conducted by Dlangamandla et al. [43], the use of a bioflocculant-supported DAF for SWW was investigated. For this purpose, the microoganisms species Comamonas aquatica (BF-3) and Bacillus sp. (BF-2) were cultured with the aim that they produce biological flocculants. Direct addition of biological flocculant and the co-culture (C. aquatica BF-3 and Bacillus sp. BF-2) to the flotation chamber at a ratio of 2% (v/v) (bioflocculant:SWW) resulted in reductions of 91%, 79% and 93% for TSS, proteins and FOG, respectively. This was achieved with a DAF system on a laboratory scale with a flotation chamber with a capacity of 2 L. Whether a large-scale implementation is possible could not be clarified within the scope of this publication by Dlangamandla et al. [43].
Ultrafiltration
Membrane technologies are an important process in wastewater treatment. In particular, ultrafiltration (UF) appears to be economically advantageous since, in addition to its efficiency in retaining larger solids in wastewater, it also allows the reduction of chemical agents. UF is a pressure-driven process for the separation of particles in the range of 5–100 nm (protein, pyrogens) based on their molecular diameter [48]. In this process, the wastewater is divided into a purified permeate and a concentrated retentate [49]. Figure 4 shows the principle of the process schematically. The permeate can then be further treated or discharged, and the retentate can be returned to an earlier treatment step or withdrawn. Molecular separation size can be used as a characterization for pore membranes, UF is covering a range between 10 to 7000 kDa [49]. UF appears to be a particularly advantageous technology for the treatment of SWW, as it is able to separate most of the solids from the wastewater at low operating costs, and hygienization can also be achieved, advantageous is as well the possibility of combination with biological processes such as mbr, which is an effective treatment option [6,50].
However, membrane fouling problems due to the accumulation of rejected particles on the membrane surface need to be addressed to avoid the decreasing permeate flux [51]. In this process, a blanket layer forms on the membrane surface, which has a significant influence on filter performance and transmembrane flux [49,52]. This can lead to a considerable reduction of the transmembrane flux after a short time, up to a point where there is almost no permeate flux [51]. However, this can be overcome by either pretreating the wastewater [51], flushing/cleaning the membrane regularly [52], and/or selecting operating conditions in terms of pressure and overflow velocity such that membrane fouling is minimized [49].
Avula et al. [53] investigated UF for the purpose of SWW reuse. The outcome was that UF for SWW treatment is a possible solution for wastewater management, as valuable products, such as crude proteins, can be separated by UF, thereby reducing the chemical oxygen demand of the process wastewater. They also pointed out some advantages for using the UF process, such as the compact configuration and the recovery of most of the total solids as byproducts. Pretreatment using DAF was recommended to minimize membrane blocking [53].
Malmali et al. [48] tested commercially available UF membranes which have nominal molecular weight cut-offs ranging between 10 and 300 kDa and made of different polymeric materials (polyethersulfone and regenerated cellulose) for the treatment of poultry SWW obtained from bird washer and chiller operations. Bird washer water and chiller water disposed of about 1400 mg·L−1 COD and 840 mg·L−1 COD, respectively. Using a regenerated cellulose membrane at an inlet pressure of 67.5 kPa, the highest removal of 79% COD was achieved for the chiller wash water. The removal efficiencies of TSS and FOG were 100% and 98%, respectively. The use of polyethersulfone and regenerated cellulose for the treatment of bird washer water allowed the achievement of high removal rates: 100% for TSS and FOG. Moreover, significant removal of COD (up to 95%) was recorded for both membranes [48].
Other studies also investigated the treatment of SWW using UF. Marchesi et al. [54] used a polyethersulfone hollow-fiber UF membrane with 0.1 µm pore size and polyimide hollow fiber microfiltration membranes with 0.20 µm pore size for the treatment of wastewater collected separately from the carcass-chilling step. The final purpose of the treatment was the reuse of poultry pre-chiller wastewater. It was reported that the used membranes achieved high removal efficiencies of COD and total organic carbon (TOC) with 94% and 92%, respectively.
Sardari et al. [51] investigated the use of UF for SWW pretreated with electrocoagulation (EC). Using a laboratory membrane test system with a 1 L storage tank, experiments were carried out over 7 days with raw and pretreated SWW at 0.7 bar. A regenerated cellulose flat sheet membranes with a molecular separation size of 30 kDa were used. It was shown that the pretreatment had a positive influence on the fouling potential of the UF treatment. The permeate flux was reduced by over 91% for raw SWW after one day and decreased to almost zero after 3 days. For the pretreated SWW, the permeate flux was reduced from 106 to 22 L·m−2·h−2 after 7 days. However, the permeate flux continued to decrease until the end of the experiment. The treatment resulted in reductions for COD, TSS, and TN of 75%, 95%, and 50%, respectively.
Reverse Osmosis
Reverse osmosis (RO) presents an effective process as a refining treatment of SWW for reuse [55,56]. Coskun et al. [55] investigated different combinations of membrane technologies. This included the nanofiltration (NF)-only, RO-only, UF + NF and UF + RO treatment processes. It was found that the treatment with only RO achieved a COD removal efficiency of 97% and the COD concentration decreased from 7970 mg·L−1 in the influent to 10 mg·L−1 in the effluent. However, a stable permeate volume flow could not be maintained under these conditions. The UF and RO systems achieved the highest removal efficiency for COD with 99%.
Cristóvao et al. [57] studied the use of RO in the post-treatment of wastewater from the fish processing industry. They observed that after pretreatment by flocculation and activated sludge (AS) process, the reduction of TSS, DOC and electrical conductivity was 98, 99.8 and 99%, respectively. This allows the wastewater to be treated until it can be reused [57].
A challenge of the membrane treatment is fouling which declines the permeate flux due to the accumulation of the rejected dissolved solids, suspended solids and other components on the membrane surface [58]. Hence, a pretreatment step is necessary to avoid fouling. On the other hand, scaling effects can also occur if certain minerals are present in high concentrations. If appropriate, this can be prevented by adjusting the pH value and/or the addition of antiscalants [49]. A specific challenge in the use of RO is the retentate produced. Depending on the exact composition of the components, a complex concentrate treatment or a corresponding deposit may be necessary [59].
3.3.2. Electrochemical Treatment
Electrocoagulation
As addressed in Section 3.3.1, DAF and coagulation–flocculation are widely used for the removal of TSS, colloids, and fats from SWW. In EC, removal of organic matter, nutrients, heavy metals, and even pathogens can be achieved by introducing electric energy without adding chemicals [60,61]. Al, Fe, Pt, SnO2, and TiO2, among others, can be used as electrodes, with Fe and Al being the most commonly applied. The electrocoagulation (EC) process involves the on-site generation of M3+ ions using sacrificial anodes. In addition, these sacrificial anodes can interact with H+ ions in an acidic medium, or with OH−-ions in an alkaline medium [60,61]. Furthermore, the hydrogen gas is released at the cathode. Hence, M(OH)3 compounds are formed and allow the adsorption of soluble organic compounds [61]. The principle of operation is shown in Figure 5.
Recently, Sardari et al. [51] investigated EC as a pretreatment for UF membranes for SWW, with the intention to minimize membrane fouling and permeate flux reduction. The COD, TSS and SWW concentrations of the SWW were 1085 mg·L−1, 391 mg·L−1 and 235 mg·L−1, respectively. The EC system used in the mentioned study was composed of five aluminum electrodes with an effective surface area of 180 cm2 per electrode, the experiments were conducted at 9 V. The comparison between the treatment of the SWW by individual UF and a hybrid system EC-UF showed an increase in the removal of COD, BOD5 and FOG. The pretreatment with EC resulted in an increased COD reduction from 75% to 95%, as well as an almost complete reduction of TSS and FOG. This was achieved with an EC reaction time of 5 min, which corresponds to an energy consumption of 0.15 kWh·m−3.
Different research studies were interested in determining the optimum operating conditions for the highest performance of the process due to its effectiveness for the treatment of SWW. Thirugnanasambandham et al. [62] used an optimization method of the EC process. The system which is composed of iron electrodes with a total electrode surface area of 50 cm2 achieved removal efficiencies of 92% and 98% for COD and turbidity, respectively, under the operating conditions: pH of 7, electrolysis time of 45 min, current density of 35 mA·cm−2 and electrolyte dose of 1.4 g·L−1. Under these conditions, the operating costs of 1.6 $·m−3 were calculated with electricity costs of 0.085 $·kWh−1.
Likewise, Orssatto et al. [63] used the experimental design Rotatable Central Composite Design for the optimization of an electrocoagulation process used as a pretreatment step for wastewater from a slaughterhouse and packing plant. The reactor which is composed of aluminum electrodes achieved high removal efficiencies of turbidity and COD with 99% and 81%, respectively. Optimum operating conditions were at 25 min with 25 V and a current density of 21.6 mA·cm−2. This would result in an energy consumption of 14.175 kWh·m−3.
Recently, Eryuruk et al. [64] investigated the EC process using iron electrodes with supporting electrolyte (Na2SO4). Moreover, the peroxy-electrocoagulation method, which consists in adding H2O2 was investigated. Highly reactive hydroxyl radicals (OH·) with non-selective oxidation effects are produced. The EC process achieved a COD removal efficiency of 89% at a current density of 50 mA·cm−2 for a treatment time of 38 min. In fact, the COD concentration decreased from 8800 mg·L−1 to 1000 mg·L−1. The treatment efficiency increased with the addition of 0.2 MH2O2 to reach 95% with a final COD concentration of 425 mg·L−1 for a current density of 50 mA·cm−2 and an initial pH of 3. This treatment would require an energy demand of 20.5 kWh·m−3.
Electrochemical Oxidation
Besides EC, electrochemical oxidation (EO) was found to be a promising technology for the treatment of poultry slaughterhouse wastewater (PSHWW). The principle of operation of the electrochemical oxidation is shown in Figure 5. Treatment by electrochemical oxidation (EO) allows theoretically the complete mineralization of organic pollutants. Furthermore, EO allows the oxidation of highly toxic pollutants [65]. Wastewater treatment by EO involves two mechanisms which are direct and indirect oxidation processes. The direct oxidation concerns the anodic oxidation by hydroxyl radicals (OH·), which are first adsorbed on the anode electrode. Afterwards, they produce oxygen according to the following reactions:
The indirect oxidation process occurs through the electro-generation of strong oxidizing agents, such as active chlorine, hydrogen peroxide and peroxodisulfuric acid. Active chloride is the most common oxidizing agent generated from chloride oxidation and the reactions take place as follows:
Abdelhay et al. [66] investigated anodic oxidation using boron-doped diamond electrodes for the post-treatment of poultry slaughterhouse wastewater (PSHWW) which was already centrifugated and sieved. The process achieved a high COD removal efficiency of 100% and a turbidity removal of about 75% at a current density of 2.55 mA·cm−2 and a treatment time of 200 min. It is worth noting that the addition of both 1% of Na2SO4 as a supporting electrolyte and 2% of FeCl3 as an electrocoagulant allowed the removal of 72% of COD at a current density of 3.83 ·cm−2. The results were explained by the production of Fe3+ and Fe2+, which can either combine with hydroxyl-ions—leading to electrocoagulation—or H2O2 generated by Na2SO4, which is then followed by an electro-Fenton reaction. It was found that the use of NaCl with a concentration of 1% as a supporting electrolyte in the anodic oxidation for the treatment of PSHWW achieved a high removal efficiency of COD with more than 90% after 100 min of treatment at 3.83 mA·cm−2 [66].
Likewise, the study conducted by Ozturk and Yilmaz [67] confirmed these findings. In fact, the NaCl at 0.1 M concentration dominated NaNO3 and Na2SO4 for the removal of TSS, TOC, COD, TN and color with 100%, 93.5%, 96.2%, 94.2% and 100%, respectively, for a treatment time of 4 h at 4.73 mA·cm−2. The high efficiency of NaCl was explained by the fact that it allows the production of active chlorine species which are characterized by their strong oxidizing effect. Optimum parameters for the treatment efficiency and energy consumption were found at a pH of 7.03, a current density of 4.73 mA·cm−2, a NaCl concentration of 0.025 M, and a reaction time of 4 h.
In the study conducted by Ghazouani et al. [68], PSHWW was subjected to two types of electrochemical treatment processes. These were: electrochemical oxidation/reduction (EOR) using a bipolar cell with boron-doped diamond supported on silicon electrodes and EC using mild steel electrodes in a parallel configuration. Both treatment processes were either used separately or combined. The PSHWW was characterized by COD, NO3-N, NH4-N, and PO4-P concentrations of 2366 mg·L−1, 0.4 mg·L−1, 105 mg·L−1 and 19 mg·L−1, respectively. The electrochemical oxidation/reduction (EOR) process alone was able to remove 97% of COD and 99% of nitrate at a current density of 36 mA·cm−2 after 6 h of treatment time with a final effluent concentration of 73 mg COD·L−1. The recorded consumed electric energy for the treatment of PSHWW using EOR was about 0.2 kWh·(g COD)−1. The process achieved a COD removal of 89% after 6 h of treatment at a current density of 5 mA·cm−2. In contrast to the EOR, which resulted in an increase of PO4-P concentration from 19 to 25 mg·L−1, the EC allowed a total removal of phosphorous after 30 min of treatment. It was demonstrated that although the combination of 1 h of EC treatment followed by 3 h of EOR achieved a higher COD removal efficiency, it consumed more energy with a recorded electrical energy consumption of 0.26 kWh·(g COD)−1. Table 5 summarizes some examples related to the treatment of PSHWW using electrochemical treatment.
3.3.3. Biological Treatment
Biodegradation of organic contaminants in SWW offers the possibility of cost-effective wastewater treatment [6]. Biological treatment is commonly used as a secondary process in SWW treatment, where aerobic and anaerobic digestions are used as single or combined processes, depending on the characteristics of the SWW to be treated [5]. This process can remove organic matter, nitrogen, phosphorus and possibly pathogens from the wastewater using microorganisms. It is capable of removing up to 90% COD and 85% TN from wastewater [13,18].
Activated Sludge Process
Various reactor types exist for the aerobic biological treatment of SWW. Among the biological treatment technologies that have been investigated for the treatment of SWW is the moving bed biofilm reactor (MBBR). This technology is based on the growth of the active biofilm on carriers either made with plastic composed of polyethylene granular particles, polyethylen or with polyurethane foam material with open pore size structure, which is kept moving inside the reactor [70]. The moving bed biofilm reactor (MBBR) reactor, which was adopted by Baddour et al. [70] for the treatment of PSHWW, achieved removal efficiencies of COD, TDS and phosphate with 94%, 50% and 38%, respectively.
Rajab et al. [71] investigated the treatment of SWW using an integrated anaerobic/aerobic sequencing batch reactor (SBR) on a laboratory scale. The process was stable up to an organic loading rate (OLR) of 4.5 kgCOD·m−3·d−1 at a hydraulic retention time (HRT) of 48 h, establishing an F/M ratio of 0.24 mgBOD·d−1·mg−1MLSS. Thereby, an average removal efficiency for COD, NH3-N, and TSS of 97%, 98%, and 96%, respectively, was obtained.
Keskes et al. [72] investigated the performance of a submerged membrane bioreactor (SMBR) for the treatment of SWW with an initial average COD concentration of 2040 mg·L−1. The submerged membrane bioreactor (SMBR) showed a high removal efficiency of COD with more than 98%. In fact, the COD concentration decreased from 2040 mg·L−1 to 10 mg·L−1 after 70 days of operation. Furthermore, the reactor achieved a complete TSS removal with a starting concentration of 1450 mg·L−1 due to the UF membrane.
Anaerobic Treatment
Besides aerobic treatment, biological treatment also encompasses anaerobic treatment technologies. For anaerobic treatment of SWW, the following conditions should be met. The COD concentration should be between 1.5 and 40 g·L−1 to ensure economic viability at least 500 kg COD per day should be treated, the dry matter should be less than 15% and the N/C ratio between 1/5 and 1/20, whereby a COD reduction of at least 50% can be achieved [18].
An already applied technology for the anaerobic treatment of SWW is the treatment via upflow anaerobic sludge blanket (UASB) reactors. The UASB reactor was investigated for the treatment of SWW under different OLR. The reactor achieved a COD removal of 90% at an OLR of 0.4 g·L−1· d−1 dropping to 70% at 3 g·L−1· d−1 to 65% at 10 g·L−1· d−1 and below 50% following the increase of the OLR to 15 g·L−1· d−1. Furthermore, the biogas production was about 5 L·d−1 and the methane yield reached 0.38 L CH4·(g CODadded)−1 at an OLR of 10 g·L−1·d−1. The authors confirmed that the UASB reactor could be a good alternative not only as a treatment technology but also as a method to convert waste into energy through methane production [73].
Loganath and Mazumder [74] used a hybrid UASB containing polypropylene media as attached growth surface. The addition of these media allowed the enhancement of TOC and TSS removal efficiency. Thus, the hybrid upflow anaerobic sludge blanket reactor achieved a high removal efficiency of 95% for a TOC loading rate of 7 kg TOC·m−3·d−1 at a hydraulic retention time (HRT) of 10 h. Moreover, the removal efficiencies for TOC and TSS were up to 96% and 98%, respectively.
In the comparative study of Chollom et al. [75], an attempt was made to find the ideal operating conditions for UASB in the treatment of SWW. It was found that the best performance can be achieved at 35 °C, a HRT of 15 h, an OLR of 3.5 g COD·L−1·d−1 and a pH of 7. As a result, biogas production of 0.46 Lbiogas·gCODrem.−1 and COD removal of 80% could be achieved.
In the anaerobic fermentation of protein-rich substrates, there is a risk of biological inhibition due to an increased amonium concentration [76]. In the study of Wang et al. [77], it was investigated whether this challenge could be overcome by separating acidogenesis and methanogenesis spatially. A methane yield of 384 mL CH4·g CODadded−1 and a COD reduction of 68% was achieved at an OLR of 0.7 g COD·L−1·d−1. For substrates with particularly high nitrogen concentrations, a struvite precipitation between pre-acidification and methanogenesis can also be applied to increase the methane yield [76].
Microalgal-Bacterial Process
Another approach for the biological treatment of SWW which promises to require less energy is the microalgal-bacterial process. In this process, the algae absorb the nutrients present in the wastewater for their growth, thus resulting in a reduction of the pollutant load. In addition, oxygen is produced by microalgae from carbon dioxide, which is then used by aerobic bacteria to metabolize organic matter present in the wastewater. This treatment method appears to be an environmentally friendly solution for the treatment of wastewater with low investment costs, but no large-scale application has been realized up to date [78,79,80,81].
The treatment of SWW by Hilares et al. [80] with Microalgae (Chlorella vulgaris) cultivation showed high removal efficiency of 83% of COD. The SWW was preceded by a precipitation step using acid solution (H2SO4). Hence, concentration of COD and TN decreased from 1500 to 100 mg·L−1 and from 120 to 50 mg·L−1, respectively [80].
Akizuki et al. [82] investigated nitrogen removal of digestate from anaerobic SWW treatment using microalgal-nitrifying bacterial. The removal of ammonia was observed, at an initial concentration of 100 mg·L−1, a reduction of 80% was achieved without aeration at a light intensity of 140 μmolphotons·m−2·s−1.
Since good reductions of water impurities could be achieved on a laboratory scale with this treatment method without major energy input for aeration or the like, this approach appears to be a promising alternative to conventional activated sludge processes. However, challenges remain for large-scale implementation, especially in the area of non-sterile wastewater [78].
4. Slaughterhouse Wastewater Recycling Opportunities
After discussing the individual treatment options, this section first discusses publications that describe the reuse of SWW through combined treatment with specific examples. In conclusion, recommendations for processes for the purpose of SWW recycling are derived. It is important to highlight that for the development of the treatment models, it was assumed that different technologies maintain the same performance either at lab-scale or full-scale level.
4.1. Combined Treatment Examples
In the study conducted by Keskes et al. [72], the treatment of SWW using an submerged membrane bioreactor (SMBR) was examined. The wastewater was pretreated with a screen and a DAF. The submerged membrane bioreactor (SMBR) was operated with a reactor volume of 15 L for 115 days. From day 70, the operation was without sludge discharge. The process is shown in Figure 6. A polysulfone membrane with a pore size distribution of 0.03–0.4 mm was used. The system operated at a constant flux of 4.7 L·h−1·m2 and a transmembrane pressure between 0.08 and 0.5 bar. In Table 6, the inlet and outlet values of the SMBR are listed. COD values could be reduced from an average of 2040 mg·L−1 down to 10 mg·L−1. With regard to the TSS value, a reduction from 1450 mg·L−1 to under the limit of detection was achieved in the permeate. A measured value for the TN and phosphates in the permeate was not published. Therefore, an assessment of the quality of the effluent water is not conclusive. However, in the work itself, the water treated by the membrane bioreactor was classified as suitable for the fourth category which was mentioned above related to agricultural irrigation [72].
Coskun et al. [55] examined the treatment of poultry SWW using UF, NF and RO. In this study, the samples were pretreated with a centrifuge at 3750 rpm for 10 min. Subsequently, experiments were carried out with an NF membrane and an RO membrane. These tests were carried out with and without UF. As the best results were obtained with UF + RO, only these experiments will be considered here. The process is shown in Figure 7. A polysulfone UF membrane with a molecular weight-cut-off of 30 kDa was used. A thin-film membrane with a molecular weight-cut-off of 150 to 300 Da was used as NF, and a polyamide brackish water membrane for RO, respectively. The membrane separation tests were carried out over 160 min at transmembrane pressures of 5, 10, 15, 20, and 25 bar, with the most stable performance being achieved at 20 and 25 bar. The highest flux was measured with the combination of UF and RO at 30 L·h−1·m−2, which remained stable over the period of the experiment. The characteristics of the wastewater and the influent and effluent of the treatment are shown in Table 6. RO shows the highest efficiency, the COD concentration can be decreased to <10 mg·L−1. The very important values for nitrogen concentration both before and after treatment are not given. Therefore, an assessment is not entirely possible. In the publication itself, the treated water is classified as suitable for the second category related to the process water reuse.
Racar et al. [56] investigated rendering plant wastewater treatment and reuse opportunities. The process studied, consisted of sequential batch reactor—sand filter—UF—NF and RO. The process is shown in Figure 8. For UF, three membranes were tested with a molecular weight-cut-off at 50, 20 and 8 kDa and working pressures of 2.4 and 5 bar. After 9 h filtration, all membranes showed a comparable flux of 18.5 L·h−1·m−2 and similar filter properties. Two membranes were tested for NF, the NF270 with a molecular weight-cut-off of 150 Da and the NF90 with 100 Da. In comparison, an XLE membrane with a molecular weight-cut-off of 100 Da was used for RO. All three membranes are made of polyamide and were operated at a pressure of 10 bar. The obtained flux for NF270 was about 85 L·h−1·m−2, and, for NF90 and XLE, about 40 L·h−1·m−2. The filtration performance of the three membranes was comparable, except the nitrogen retention showing a significantly lower removal efficiency of the NF270 membrane. Looking at the qualities of the RO permeate in Table 7, it can be concluded that the conditions for category 2 and and 4 are met. However, for the assessment of category 2, a value for nitrate is missing. According to their own statements, the permeate could be used for several applications in the rendering plant, such as cleaning of vehicles and factory floors. This corresponds also to water used in the third category [56].
A process for SWW treatment via oxidation was investigated by Alfonso et al. [83]. For this purpose, the wastewater was pretreated by grit removal - coagulation/flocculation and DAF. The effluent of the DAF is the inlet presented in Table 6. Further treatment was carried out using AS-filtration-ozonation. The process is shown in Figure 9. The 6 L AS reactor was operated in semi-batch mode with a hydraulic retention time of 24 h, a solid retention time of 13 days, a mixed liquor volatile suspended solids (MLVSS) to mixed liquorsuspended solids (MLSS) ratio of 26–32% and an F/M ratio of 0.65 mgBOD·d−1·mg−1MLVSS. The treated water was filtered through a filter paper with a pore size between 4 and 7 µm. For ozonation, 400 mL of the filtrate was exposed to a fixed dose of 71 ± 17 mg O3·L−1 at a hydraulic retention time of 12 h. The characteristics of treated water are summarized in Table 6. The AS process was not designed for nitrogen removal and, therefore, the efficiency achieved in the process was lower than that reported in the literature for nitrogen removal. The analysis of the results show that the COD and TN are still too high for direct reuse. With regard to the assessment of treated water, according to its own statement, the water can meet the requirements for category 3 reuse without product contact.
Bustillo-Lecompte and Mehrvar [5] researched a process for SWW reclamation without membrane separation processes. Here, the systems anaerobic baffled reactor (ABR) and aerobic AS bioreactor were combined as biological treatment. In order to reach wastewater recycling requirements, the purified water was further treated with an advanced oxidation process using a combination of ultraviolet light and hydrogen peroxide. The process is shown in Figure 10. The biological stage consisted of a 36 L ABR with five equal volume chambers and a 12.65 L AS reactor. In the ABR and the AS, a biomass concentration of 24 and 2.8 g·L−1 volatile suspended solids (VSS) was achieved, respectively. The food to microorganism ratio (F/M) was 0.46 mgO2·mgVSS−1. A methane yield of 2.21 L CH4·kg TOCremoved−1 is reported [84].
For the oxidative post-treatment, a 1.35 L UV photoreactor with recirculation, and an output power of 6 W and uniform light distribution was used. Table 6 shows the specified parameters of the purified water. According to this information, the purified water meets the requirements for process water reuse and can therefore be classified as category 2 [5,19].
4.2. Suggestions and Assessment for Slaughterhouse Wastewater Treatment
Two models for slaughterhouse wastewater recycling were developed and balanced based on the presented examples and taking into consideration the state of the art in slaughterhouse wastewater treatment. These models examine two theoretical opportunities for SWW recycling and evaluate them in regard to their performance and potential applications. In order to characterize the theoretical raw wastewater, the mean concentrations of [18] presented in Table 1 were used as an example. Therefore, this theoretical wastewater has a volumetric flow rate of 100 m3·d−1, an electrical conductivity of 2500 µS·cm−1, and concentrations for COD, TN, and TP of 5000 mg·L−1, 300 mg·L−1, and 30 mg·L−1, respectively. The literature values from Section 3.3 were used to calculate the reductions of the individual fractions.
The first option presented in Figure 11 was developed referring to Bustillo-Lecompte and Mehrvar [5]. In this model, an anaerobic reactor was selected as the first process step in order to be able to use a high proportion of the biomass for methane production. In addition to the anaerobic reactor, an AS process was proposed to further remove organic matter and nitrogen from the wastewater. A bypass was integrated around the anaerobic stage to provide sufficient carbon for nitrogen removal. The final step of the treatment is an advanced oxidation process to remove the remaining organic compounds in the water and to ensure hygienization [5]. The evaluation of the model in terms of its water reusability was based on the quality of the effluent of the oxidation process. In total, for the parameters COD, TN and TP, a reduction of 99%, 76% and 33% can be achieved, respectively. However, there is no reduction in electrical conductivity, consequently, an application as boiler feed water is excluded and, for others, the sensitivity towards salts has to be evaluated [85]. The comparison between the quality of the effluent and the limits for wastewater reuse from Table 3 leads to match category 3 (reuse without product contact) and category 4 (agricultural irrigation). For category 2 (process water reuse), the electrical conductivity is exactly at the limit value and a value for nitrite is missing, so it is not clear whether this value could be exceeded with the residual nitrogen contained, therefore an evaluation of this category is excluded here.
The second option presented in Figure 12 is an example of the treatment processes using membrane separation processes as a final treatment step. DAF was chosen as the first stage in this model. In this way, it is possible to remove not only most of the suspended solids, but also most of the fats from the wastewater [6,11]. Similar to the first option, the nitrogen is then removed from the wastewater by means of an AS process. The final wastewater treatment is carried out by a combination of UF followed by RO [55,56]. In this model, there is no energy recovery in the form of biogas, but the flotates collected from DAF can be used for on-site anaerobic digestion or as co-substrate in a larger biogas plant [18]. In addition, this would allow co-digestion of slaughterhouse waste for higher biogas yields [77]. For the parameters COD, TN, TP, and electrical conductivity, this model resulted in a overall reduction of more than 99%, 98%, 99%, and 95%, respectively. The assessment of the permeate stream of the RO in this model, in terms of its reusability, shows that the quality of the effluent meets the requirements of category 1 to 4. Therefore, even direct process water reuse would be possible in theoretical terms.
According to these two models, both process combinations are suitable for treating SWW for reuse. For a real application, the specific characteristics of the wastewater and the reuse objective should be considered in detail. In regard to the question of whether the DAF is the appropriate first treatment process, or whether an anaerobic process can be used directly, it should be noted that a minimum quantity of 500 kg COD per day should be available for economic anaerobic treatment. By using the DAF, this can be partially avoided, as the flotate can be used as a partial substrate in a larger biogas plant or slaughterhouse waste can be included in the anaerobic treatment and the necessary requirements can be met. Therefore, direct anaerobic treatment of SWW can be recommended for large slaughterhouses. For slaughterhouses where these conditions are not met, DAF can be considered as an efficient first wastewater treatment step. Despite these models, laboratory and pilot tests should be carried out in advance of an industrial application, in order to ensure process reliability.
4.3. Energetic Assessment of the Processes
Apart from the technical feasibility, investment costs and the cleaning performance, the energy consumption is important to evaluate a process. Table 8 shows the average energy consumption for each individual treatment. The calculated energy demand is 135 kWh·d−1 for option 1 and 150 kWh·d−1 for option 2. The produced methane for option 1 with a biogas composition of 65%vol methane and 35%vol CO2, a methane yield of 0.3 Nm3 CH4·(kg CODremoved)−1 and an electrical energy output of 3.5 kWhel·Nm−3 leads to an energy production of 420 kWhel·d−1. Assuming that the DAF flotate is used for anaerobic methane production in option 2, the net energy gain is 385 kWhel·d−1. It must be noted that used consumables and chemicals, the necessary treatment of the excess sludge as well as the brine management were not considered in this calculation. However, due to the biogas utilization, an energy self-sufficient treatment of SWW can be considered. Figure 13 shows the energy outcome of both models as a flow chart.
5. Conclusions
In this study, recycling possibilities of treated wastewater were classified into four categories which are namely: wastewater discharge, process water reuse, reuse without product contact, agricultural irrigation. Moreover, requirements related to the quality of the wastewater were presented for each category according to the state of the art.
In the case of the European Union, the amendment of the EU Drinking Water Regulation 2016 allows the use of sources other than drinking water as process water in the food industry, if it can be ensured that no impairment of the product is possible [23]. Thus, treated wastewater is possible for reuse as long as all requirements are met. Depending on the purpose of reuse, different wastewater treatment processes can be used.
Two model options were developed. Thereby, it was found that SWW treatment for reuse is possible in theory. The results showed that the quality of the water produced by Option 2 is suitable for Category 2 process water reuse and Category 3 reuse without product contact, respectively, and the water produced by Option 1 is suitable for Category 3 reuse without product contact. It was found that energy consumptions were close for option 1 and option 2 with 135 kWhel·d−1 and 150 kWhel·d−1, respectively.
The results of this review offer data to industrialists, authorities and main actors in the field of wastewater management on the different options for the sustainable treatment of slaughterhouse wastewater. Hence, it was demonstrated that the proposed treatment combinations allow not only the decrease of freshwater demand and the discharge of wastewater into environment through recycling but also the possible reduction of sludge disposal and operational cost through the production of biogas. In conclusion, SWW recycling is theoretically possible and has already been implemented at a laboratory scale. Pilot-scale investigations are recommended to transfer water recycling into slaughterhouses.
Author Contributions
Conceptualization, S.-U.G., K.M.J. and M.P.; methodology, M.P.; validation, S.-U.G. and J.W.; formal analysis, S.-U.G., H.A. and J.W.; investigation, M.P. and K.M.J.; data curation, M.P. and K.M.J.; writing—original draft preparation, M.P. and K.M.J.; writing—review and editing, M.P. and K.M.J.; visualization, M.P.; supervision, S.-U.G. and L.B.; project administration, S.-U.G., J.W. and L.B.; funding acquisition, S.-U.G., J.W. and L.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by by the Ministry of Higher Education of Tunisia and the “Bundesministerium für Bildung und Forschung” (BMBF). And “The APC was funded by the Open-Access-Publikationsfonds of Universitätsbibliotheken TU Berlin und UdK Berlin”.
Acknowledgments
This research work was carried out within the framework of SUSPIRE project (Bilateral cooperation between Tunisia and Germany funded by the Ministry of Higher Education and the “Bundesministerium für Bildung und Forschung” (BMBF)), the authors are grateful for financial and other supports provided. Moreover, the contribution of Masmoudi was carried out under the MOBIDOC scheme, funded by The Ministry of Higher Education and Scientific Research through the PromESsE project and managed by the ANPR. The contribution of Philipp was part of his research at the Technical University of Berlin under the management of the German Aerospace Center (Deutsches Zentrum für Luft- und Raumfahrt; DLR).
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| ABR | anaerobic baffled reactor |
| AS | activated sludge |
| BOD5 | biological oxygen demand |
| COD | chemical oxygen demand |
| DAF | dissolved air flotation |
| EC | electrocoagulation |
| EO | electrochemical oxidation |
| EOR | electrochemical oxidation/reduction |
| FOG | fat oil and grease |
| HRT | hydraulic retention time |
| MBBR | moving bed biofilm reactor |
| MBR | membrane bioreactor |
| MLSS | mixed liquorsuspended solids |
| MLVSS | mixed liquor volatile suspended solids |
| NF | nanofiltration |
| OLR | organic loading rate |
| PAC | polyaluminum chloride |
| PSHWW | poultry slaughterhouse wastewater |
| RO | reverse osmosis |
| SBR | sequencing batch reactor |
| SMBR | submerged membrane bioreactor |
| SWW | slaughterhouse wastewater |
| TN | total nitrogen |
| TOC | total organic carbon |
| TP | total phosphorus |
| TS | total solids |
| TSS | total suspended solids |
| UASB | upflow anaerobic sludge blanket |
| UF | ultrafiltration |
| VSS | volatile suspended solids |
References
- Feng, H.; Hu, L.; Mahmood, Q.; Fang, C.; Qiu, C.; Shen, D. Effects of temperature and feed strength on a carrier anaerobic baffled reactor treating dilute wastewater. Desalination 2009, 239, 111–121. [Google Scholar] [CrossRef]
- Leitao, R.; Vanhaandel, A.; Zeeman, G.; Lettinga, G. The effects of operational and environmental variations on anaerobic wastewater treatment systems: A review. Bioresour. Technol. 2006, 97, 1105–1118. [Google Scholar] [CrossRef] [PubMed]
- OECD. OECD-FAO Agricultural Outlook 2020–2029; OECD: Paris, France, 2020; Available online: https://www.oecd-ilibrary.org/agriculture-and-food/oecd-fao-agricultural-outlook-2020-2029_1112c23b-en (accessed on 1 October 2021).
- Hoekstra, A.Y.; Mekonnen, M.M. The water footprint of humanity. Proc. Natl. Acad. Sci. USA 2012, 109, 3232–3237. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bustillo-Lecompte, C.; Mehrvar, M. Slaughterhouse Wastewater: Treatment, Management and Resource Recovery. In Physico-Chemical Wastewater Treatment and Resource Recovery; InTech Open Access Publisher: London, UK, 2017; Available online: https://www.researchgate.net/publication/308633412_Slaughterhouse_Wastewater_Treatment_Management_and_Resource_Recovery (accessed on 1 October 2021).
- Bustillo-Lecompte, C.F.; Mehrvar, M. Slaughterhouse wastewater characteristics, treatment, and management in the meat processing industry: A review on trends and advances. J. Environ. Manag. 2015, 161, 287–302. [Google Scholar] [CrossRef] [PubMed]
- Johns, M. Developments in wastewater treatment in the meat processing industry: A review. Bioresour. Technol. 1995, 54, 203–216. [Google Scholar] [CrossRef]
- Hoekstra, A.Y.; Chapagain, A.K. Water footprints of nations: Water use by people as a function of their consumption pattern. Water Resour. Manag. 2006, 21, 35–48. [Google Scholar] [CrossRef]
- Compton, M.; Willis, S.; Rezaie, B.; Humes, K. Food processing industry energy and water consumption in the Pacific northwest. Innov. Food Sci. Emerg. Technol. 2018, 47, 371–383. [Google Scholar] [CrossRef]
- World Water Development. The United Nations World Water Development Report 2018—Nature-Based Solutions for Water; UNESCO Publishing: Paris, France, 2018. [Google Scholar]
- European IPPC Bureau. Reference Document on Best Available Techniques in the Slaughterhouses and Animal By-Products Industries; European IPPC Bureau: Seville, Spain, 2005; Available online: https://eippcb.jrc.ec.europa.eu/sites/default/files/2020-01/sa_bref_0505.pdf (accessed on 1 October 2021).
- Salminen, E.; Rintala, J. Anaerobic digestion of organic solid poultry slaughterhouse waste—A review. Bioresour. Technol. 2002, 83, 13–26. [Google Scholar] [CrossRef]
- Mittal, G. Treatment of wastewater from abattoirs before land application—A review. Bioresour. Technol. 2006, 97, 1119–1135. [Google Scholar] [CrossRef]
- Baker, B.R.; Mohamed, R.; Al-Gheethi, A.; Aziz, H.A. Advanced technologies for poultry slaughterhouse wastewater treatment: A systematic review. J. Dispers. Sci. Technol. 2020, 1–20. [Google Scholar] [CrossRef]
- Barbera, M.; Gurnari, G. Wastewater Treatment and Reuse in the Food Industry; Springer International Publishing: New York, NY, USA, 2018; Available online: https://link.springer.com/book/10.1007/978-3-319-68442-0#authorsandaffiliationsbook (accessed on 1 October 2021).
- Yaqub, M.; Lee, W. Zero-liquid discharge (ZLD) technology for resource recovery from wastewater: A review. Sci. Total Environ. 2019, 681, 551–563. [Google Scholar] [CrossRef]
- Wang, Y.; Serventi, L. Sustainability of dairy and soy processing: A review on wastewater recycling. J. Clean. Prod. 2019, 237, 117821. [Google Scholar] [CrossRef]
- Rosenwinkel, K.H.; Haun, U.A.; Köster, S.; Beier, M. Taschenbuch der Industrieabwasserreinigung, 2nd ed.; Vulkan Verlag GmbH: Essen, Germany, 2020. [Google Scholar]
- Bustillo-Lecompte, C.; Mehrvar, M.; Quiñones-Bolaños, E. Slaughterhouse Wastewater Characterization and Treatment: An Economic and Public Health Necessity of the Meat Processing Industry in Ontario, Canada. J. Geosci. Environ. Prot. 2016, 4, 175–186. [Google Scholar] [CrossRef] [Green Version]
- Nery, V.D.; Damianovic, M.H.Z.; Moura, R.B.; Pozzi, E.; Pires, E.C.; Foresti, E. Poultry slaughterhouse wastewater treatment plant for high quality effluent. Water Sci. Technol. 2015, 73, 309–316. [Google Scholar] [CrossRef]
- Vom Brocke, J.; Simons, A.; Niehaves, B.; Niehaves, B.; Riemer, K.; Plattfaut, R.; Cleven, A. Reconstructing the Giant: On the Importance of Rigour in Documenting the Literature Search Process. In Information Systems in a Globalising World: Challenges, Ethics and Practices, Proceedings of the ECIS 2009, 17th European Conference on Information Systems, Marrakech, Morocco, 15–17 June 2020; Newell, S., Whitley, E., Pouloudi, N., Wareham, J., Mathiassen, L., Eds.; Università di Verona, Facoltà di Economia, Departimento de Economia Aziendale: Verona, Italy, 2009; pp. 2206–2217. [Google Scholar]
- Federal Ministry for the Environment, Nature Conservation and Nuclear Safety, Germany. Promulgation of the New Version of the Ordinance on Requirements for the Discharge of Waste Water into Waters (Waste Water Ordinance—AbwV). 2004. Available online: https://www.bmu.de/en/law/waste-water-ordinance/ (accessed on 1 October 2021).
- Council of European Union. Council Directive 98/83/EC. 1998. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX:31998L0083 (accessed on 1 October 2021).
- Casani, S.; Rouhany, M.; Knøchel, S. A discussion paper on challenges and limitations to water reuse and hygiene in the food industry. Water Res. 2005, 39, 1134–1146. [Google Scholar] [CrossRef]
- European-Commission-Joint-Research-Centre. Minimum Quality Requirements for Water Reuse in Agricultural Irrigation and Aquifer Recharge: Towards a Water Reuse Regulatory Instrument at EU Level; European-Commission-Joint-Research-Centre: Ispra, Italy, 2017; Available online: https://op.europa.eu/en/publication-detail/-/publication/abe4a99e-f4ef-11e7-be11-01aa75ed71a1/language-en (accessed on 1 October 2021).
- Council of European Union. Regulation (EU) 2020/741 of the European Parliament and of the Council of 25 May 2020 on Minimum Requirements for Water Reuse. 2020. Available online: https://eur-lex.europa.eu/legal-content/DE/TXT/PDF/?uri=CELEX:32020R0741&from=EN (accessed on 1 October 2021).
- DIN EN 12953-10:2003: Shell Boilers—Part 10: Requirements for Boiler Feedwater and Boiler Water Quality; 2003; Available online: https://webstore.ansi.org/Standards/DIN/DINEN12953102003#:~:text=DIN%20EN%2012953-10%3A2003%20Shell%20boilers%20-%20Part%2010%3A,for%20the%20generation%20of%20steam%20and%2For%20hot%20water (accessed on 1 October 2021).
- Sneeringer, S. Effects of Environmental Regulation on Economic Activity and Pollution in Commercial Agriculture. BE J. Econ. Anal. Policy 2009, 9, 1–35. [Google Scholar] [CrossRef]
- Council of European Union. Urban Wastewater Treatment Directive 91/271/EEC. 1991. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:31991L0271&from=EN (accessed on 1 October 2021).
- US Environmental Protection Agency. Effluent Limitations Guidelines and New Source Performance Standards for the Meat and Poultry Products Point Source Category; Final Rule; Federal Register; United States Environmental Protection Agency (USEPA) Federation Registration: Washington, DC, USA, 2004; Volume 69, pp. 54476–54555. Available online: https://www.federalregister.gov/documents/2004/09/08/04-12017/effluent-limitations-guidelines-and-new-source-performance-standards-for-the-meat-and-poultry (accessed on 1 October 2021).
- Chinese Ministry of Environmental Protection. Integrated Wastewater Discharge Standard (GB 8978-1996). 1996. Available online: http://extwprlegs1.fao.org/docs/pdf/chn136761.pdf (accessed on 1 October 2021).
- Bundesministeriums der Justiz und für Verbraucherschutz. Verordnung über Anforderungen an das Einleiten von Abwasser in Gewässer (Abwasserverordnung—AbwV). 2020. Available online: https://www.gesetze-im-internet.de/abwv/index.html (accessed on 1 October 2021).
- Sroka, E.; Kamiński, W.; Bohdziewicz, J. Biological treatment of meat industry wastewater. Desalination 2004, 162, 85–91. [Google Scholar] [CrossRef]
- Pereira, M.S.; Borges, A.C.; Muniz, G.L.; Heleno, F.F.; Faroni, L.R.D. Dissolved air flotation optimization for treatment of dairy effluents with organic coagulants. J. Water Process. Eng. 2020, 36, 101270. [Google Scholar] [CrossRef]
- UBA. BAT Reference Document Slaughterhouses and Animals By-Products Industries; 2003; Available online: https://eippcb.jrc.ec.europa.eu/reference/slaughterhouses-and-animals-products-industries (accessed on 1 October 2021).
- Pons, M.; Spanjers, H.; Baetens, D.; Nowak, O.; Gillot, S.; Nouwen, J.; Schuttinga, N. Wastewater Characteristics in Europe—A Survey. Eur. Water Manag. Online 2004, 4, 1–10. [Google Scholar]
- Land, T.M.S.; Veit, M.T.; da Cunha Gonçalves, G.; Palácio, S.M.; Barbieri, J.C.Z.; de Oliveira Cardoso Nascimento, C.; Campos, E.G.P. Evaluation of a Coagulation/Flocculation Process as the Primary Treatment of Fish Processing Industry Wastewater. Water Air Soil Pollut. 2020, 231, 452. [Google Scholar] [CrossRef]
- Ruiz, I.; Veiga, M.; de Santiago, P.; Blázquez, R. Treatment of slaughterhouse wastewater in a UASB reactor and an anaerobic filter. Bioresour. Technol. 1997, 60, 251–258. [Google Scholar] [CrossRef]
- Tritt, W.; Schuchardt, F. Materials flow and possibilities of treating liquid and solid wastes from slaughterhouses in Germany. A review. Bioresour. Technol. 1992, 41, 235–245. [Google Scholar] [CrossRef]
- Debik, E.; Coskun, T. Use of the Static Granular Bed Reactor (SGBR) with anaerobic sludge to treat poultry slaughterhouse wastewater and kinetic modeling. Bioresour. Technol. 2009, 100, 2777–2782. [Google Scholar] [CrossRef] [PubMed]
- Shao, B.; Chen, D.; Zhang, J.; Wu, Y.; Sun, C. Determination of 76 pharmaceutical drugs by liquid chromatography–tandem mass spectrometry in slaughterhouse wastewater. J. Chromatogr. A 2009, 1216, 8312–8318. [Google Scholar] [CrossRef]
- Carvalho, P.N.; Pirra, A.; Basto, M.C.P.; Almeida, C.M.R. Activated sludge systems removal efficiency of veterinary pharmaceuticals from slaughterhouse wastewater. Environ. Sci. Pollut. Res. 2013, 20, 8790–8800. [Google Scholar] [CrossRef]
- Dlangamandla, C.; Ntwampe, S.K.O.; Basitere, M. A bioflocculant-supported dissolved air flotation system for the removal of suspended solids, lipids and protein matter from poultry slaughterhouse wastewater. Water Sci. Technol. 2018, 78, 452–458. [Google Scholar] [CrossRef]
- Manjunath, N. Treatment of wastewater from slaughterhouse by DAF-UASB system. Water Res. 2000, 34, 1930–1936. [Google Scholar] [CrossRef]
- Wandera, D.; Husson, S.M. Assessment of fouling-resistant membranes for additive-free treatment of high-strength wastewaters. Desalination 2013, 309, 222–230. [Google Scholar] [CrossRef]
- de Nardi, I.; Fuzi, T.; Nery, V.D. Performance evaluation and operating strategies of dissolved-air flotation system treating poultry slaughterhouse wastewater. Resour. Conserv. Recycl. 2008, 52, 533–544. [Google Scholar] [CrossRef]
- Behin, J.; Bahrami, S. Modeling an industrial dissolved air flotation tank used for separating oil from wastewater. Chem. Eng. Process. Process. Intensif. 2012, 59, 1–8. [Google Scholar] [CrossRef]
- Malmali, M.; Askegaard, J.; Sardari, K.; Eswaranandam, S.; Sengupta, A.; Wickramasinghe, S.R. Evaluation of ultrafiltration membranes for treating poultry processing wastewater. J. Water Process. Eng. 2018, 22, 218–226. [Google Scholar] [CrossRef]
- Melin, T.; Rautenbach, R. Membranverfahren: Grundlagen der Modul- und Anlagenauslegung; Springer: Berlin/Heidelberg, Germany, 2004. [Google Scholar]
- Meiramkulova, K.; Temirbekova, A.; Saspugayeva, G.; Kydyrbekova, A.; Devrishov, D.; Tulegenova, Z.; Aubakirova, K.; Kovalchuk, N.; Meirbekov, A.; Mkilima, T. Performance of a Combined Treatment Approach on the Elimination of Microbes from Poultry Slaughterhouse Wastewater. Sustainability 2021, 13, 3467. [Google Scholar] [CrossRef]
- Sardari, K.; Askegaard, J.; Chiao, Y.H.; Darvishmanesh, S.; Kamaz, M.; Wickramasinghe, S.R. Electrocoagulation followed by ultrafiltration for treating poultry processing wastewater. J. Environ. Chem. Eng. 2018, 6, 4937–4944. [Google Scholar] [CrossRef]
- Rudolph, G.; Schagerlöf, H.; Krogh, K.M.; Jönsson, A.S.; Lipnizki, F. Investigations of Alkaline and Enzymatic Membrane Cleaning of Ultrafiltration Membranes Fouled by Thermomechanical Pulping Process Water. Membranes 2018, 8, 91. [Google Scholar] [CrossRef] [Green Version]
- Avula, R.Y.; Nelson, H.M.; Singh, R.K. Recycling of poultry process wastewater by ultrafiltration. Innov. Food Sci. Emerg. Technol. 2009, 10, 1–8. [Google Scholar] [CrossRef]
- Marchesi, C.M.; Paliga, M.; Oro, C.E.D.; Dallago, R.M.; Zin, G.; Luccio, M.D.; Oliveira, J.V.; Tres, M.V. Use of membranes for the treatment and reuse of water from the pre-cooling system of chicken carcasses. Environ. Technol. 2019, 42, 126–133. [Google Scholar] [CrossRef] [PubMed]
- Coskun, T.; Debik, E.; Kabuk, H.A.; Demir, N.M.; Basturk, I.; Yildirim, B.; Temizel, D.; Kucuk, S. Treatment of poultry slaughterhouse wastewater using a membrane process, water reuse, and economic analysis. Desalin. Water Treat. 2015, 57, 4944–4951. [Google Scholar] [CrossRef]
- Racar, M.; Dolar, D.; Špehar, A.; Košutić, K. Application of UF/NF/RO membranes for treatment and reuse of rendering plant wastewater. Process. Saf. Environ. Prot. 2017, 105, 386–392. [Google Scholar] [CrossRef]
- Cristóvão, R.O.; Botelho, C.M.; Martins, R.J.; Loureiro, J.M.; Boaventura, R.A. Fish canning industry wastewater treatment for water reuse—A case study. J. Clean. Prod. 2015, 87, 603–612. [Google Scholar] [CrossRef]
- Ezugbe, E.O.; Rathilal, S. Membrane Technologies in Wastewater Treatment: A Review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef]
- Götz, G.; Teschke, P.; Netzel, L.; Geißen, S.U. Zero Liquid Discharge für eine abwasserfreie Industrieproduktion. Chem. Ing. Tech. 2019, 91, 1480–1485. [Google Scholar] [CrossRef]
- Zarei, A.; Biglari, H.; Mobini, M.; Dargahi, A.; Ebrahimzadeh, G.; Narooie, M.; Mehrizi, E.; Yari, A.; Mohammadi, M.J.; Baneshi, M.M.; et al. Disinfecting Poultry Slaughterhouse Wastewater Using Copper Electrodes in the Electrocoagulation Process. Pol. J. Environ. Stud. 2018, 27, 1907–1912. [Google Scholar] [CrossRef]
- Paulista, L.O.; Presumido, P.H.; Theodoro, J.D.P.; Pinheiro, A.L.N. Efficiency analysis of the electrocoagulation and electroflotation treatment of poultry slaughterhouse wastewater using aluminum and graphite anodes. Environ. Sci. Pollut. Res. 2018, 25, 19790–19800. [Google Scholar] [CrossRef]
- Thirugnanasambandham, K.; Sivakumar, V.; Maran, J.P. Response surface modelling and optimization of treatment of meat industry wastewater using electrochemical treatment method. J. Taiwan Inst. Chem. Eng. 2015, 46, 160–167. [Google Scholar] [CrossRef]
- Orssatto, F.; Tavares, M.H.F.; da Silva, F.M.; Eyng, E.; Biassi, B.F.; Fleck, L. Optimization of the pretreatment of wastewater from a slaughterhouse and packing plant through electrocoagulation in a batch reactor. Environ. Technol. 2016, 38, 2465–2475. [Google Scholar] [CrossRef] [PubMed]
- Eryuruk, K.; Un, U.T.; Ogutveren, U.B. Electrochemical treatment of wastewaters from poultry slaughtering and processing by using iron electrodes. J. Clean. Prod. 2018, 172, 1089–1095. [Google Scholar] [CrossRef]
- Shestakova, M.; Sillanpää, M. Electrode materials used for electrochemical oxidation of organic compounds in wastewater. Rev. Environ. Sci. Bio/Technol. 2017, 16, 223–238. [Google Scholar] [CrossRef]
- Abdelhay, A.; Jum’h, I.; Abdulhay, E.; Al-Kazwini, A.; Alzubi, M. Anodic oxidation of slaughterhouse wastewater on boron-doped diamond: Process variables effect. Water Sci. Technol. 2017, 76, 3227–3235. [Google Scholar] [CrossRef]
- Ozturk, D.; Yilmaz, A.E. Treatment of slaughterhouse wastewater with the electrochemical oxidation process: Role of operating parameters on treatment efficiency and energy consumption. J. Water Process. Eng. 2019, 31, 100834. [Google Scholar] [CrossRef]
- Ghazouani, M.; Akrout, H.; Jellali, S.; Bousselmi, L. Comparative study of electrochemical hybrid systems for the treatment of real wastewaters from agri-food activities. Sci. Total Environ. 2019, 647, 1651–1664. [Google Scholar] [CrossRef]
- Asselin, M.; Drogui, P.; Benmoussa, H.; Blais, J.F. Effectiveness of electrocoagulation process in removing organic compounds from slaughterhouse wastewater using monopolar and bipolar electrolytic cells. Chemosphere 2008, 72, 1727–1733. [Google Scholar] [CrossRef] [PubMed]
- Baddour, E.; Farhoud, N.; Sharholy, M.; Abdel-Magid, I. Biological treatment of poultry slaughterhouses wastewater by using aerobic moving bed biofilm reactor. Int. Res. J. Public Environ. Health 2016, 3, 96–106. [Google Scholar] [CrossRef]
- Rajab, A.R.; Salim, M.R.; Sohaili, J.; Anuar, A.N.; Salmiati; Lakkaboyana, S.K. Performance of integrated anaerobic/aerobic sequencing batch reactor treating poultry slaughterhouse wastewater. Chem. Eng. J. 2017, 313, 967–974. [Google Scholar] [CrossRef]
- Keskes, S.; Hmaied, F.; Gannoun, H.; Bouallagui, H.; Godon, J.J.; Hamdi, M. Performance of a submerged membrane bioreactor for the aerobic treatment of abattoir wastewater. Bioresour. Technol. 2012, 103, 28–34. [Google Scholar] [CrossRef] [PubMed]
- Musa, M.; Idrus, S.; Hasfalina, C.; Daud, N. Effect of Organic Loading Rate on Anaerobic Digestion Performance of Mesophilic (UASB) Reactor Using Cattle Slaughterhouse Wastewater as Substrate. Int. J. Environ. Res. Public Health 2018, 15, 2220. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Loganath, R.; Mazumder, D. Performance study on organic carbon, total nitrogen, suspended solids removal and biogas production in hybrid UASB reactor treating real slaughterhouse wastewater. J. Environ. Chem. Eng. 2018, 6, 3474–3484. [Google Scholar] [CrossRef]
- Chollom, M.N.; Rathilal, S.; Swalaha, F.M.; Bakare, B.F.; Tetteh, E.K. Comparison of response surface methods for the optimization of an upflow anaerobic sludge blanket for the treatment of slaughterhouse wastewater. Environ. Eng. Res. 2019, 25, 114–122. [Google Scholar] [CrossRef]
- Wang, S.; Hawkins, G.; Kiepper, B.; Das, K. Struvite Precipitation as a Means of Recovering Nutrients and Mitigating Ammonia Toxicity in a Two-Stage Anaerobic Digester Treating Protein-Rich Feedstocks. Molecules 2016, 21, 1011. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Hawkins, G.L.; Kiepper, B.H.; Das, K.C. Treatment of slaughterhouse blood waste using pilot scale two-stage anaerobic digesters for biogas production. Renew. Energy 2018, 126, 552–562. [Google Scholar] [CrossRef]
- Mohsenpour, S.F.; Hennige, S.; Willoughby, N.; Adeloye, A.; Gutierrez, T. Integrating micro-algae into wastewater treatment: A review. Sci. Total Environ. 2021, 752, 142168. [Google Scholar] [CrossRef]
- Zhang, M.; Ji, B.; Liu, Y. Microalgal-bacterial granular sludge process: A game changer of future municipal wastewater treatment? Sci. Total Environ. 2021, 752, 141957. [Google Scholar] [CrossRef] [PubMed]
- Hilares, R.T.; Bustos, K.A.G.; Vera, F.P.S.; Andrade, G.J.C.; Tanaka, D.A.P. Acid precipitation followed by microalgae (Chlorella vulgaris) cultivation as a new approach for poultry slaughterhouse wastewater treatment. Bioresour. Technol. 2021, 335, 125284. [Google Scholar] [CrossRef]
- Azam, R.; Kothari, R.; Singh, H.M.; Ahmad, S.; Ashokkumar, V.; Tyagi, V. Production of algal biomass for its biochemical profile using slaughterhouse wastewater for treatment under axenic conditions. Bioresour. Technol. 2020, 306, 123116. [Google Scholar] [CrossRef] [PubMed]
- Akizuki, S.; Cuevas-Rodríguez, G.; Toda, T. Microalgal-nitrifying bacterial consortium for energy-saving ammonia removal from anaerobic digestate of slaughterhouse wastewater. J. Water Process. Eng. 2019, 31, 100753. [Google Scholar] [CrossRef]
- Alfonso, P.; Lee, J.; Bussemaker, M.; Chadeesingh, R.; Jones, C.; Oakley, D.; Saroj, D. A combined activated sludge-filtration-ozonation process for abattoir wastewater treatment. J. Water Process. Eng. 2018, 25, 157–163. [Google Scholar] [CrossRef]
- Bustillo-Lecompte, C.F.; Mehrvar, M. Treatment of actual slaughterhouse wastewater by combined anaerobic–aerobic processes for biogas generation and removal of organics and nutrients: An optimization study towards a cleaner production in the meat processing industry. J. Clean. Prod. 2017, 141, 278–289. [Google Scholar] [CrossRef]
- Panagopoulos, A.; Haralambous, K.J. Minimal Liquid Discharge (MLD) and Zero Liquid Discharge (ZLD) strategies for wastewater management and resource recovery—Analysis, challenges and prospects. J. Environ. Chem. Eng. 2020, 8, 104418. [Google Scholar] [CrossRef]
- Viitasaari, M.; Jokela, P.; Heinänen, J. Dissolved air flotation in the treatment of industrial wastewaters with a special emphasis on forest and foodstuff industries. Water Sci. Technol. 1995, 31, 299–313. [Google Scholar] [CrossRef]
- Huggins, T.; Fallgren, P.H. Energy and Performance Comparison of Microbial Fuel Cell and Conventional Aeration Treating of Wastewater. J. Microb. Biochem. Technol. 2013. [Google Scholar] [CrossRef] [Green Version]
- Vera, I.; Sáez, K.; Vidal, G. Performance of 14 full-scale sewage treatment plants: Comparison between four aerobic technologies regarding effluent quality, sludge production and energy consumption. Environ. Technol. 2013, 34, 2267–2275. [Google Scholar] [CrossRef] [PubMed]
- Siatou, A.; Manali, A.; Gikas, P. Energy Consumption and Internal Distribution in Activated Sludge Wastewater Treatment Plants of Greece. Water 2020, 12, 1204. [Google Scholar] [CrossRef]
- Haberkern, B.; Maier, W.; Schneider, U. Steigerung der Energieeffizienz auf Kommunalen Kläranlagen; 2008; Available online: https://www.umweltbundesamt.de/sites/default/files/medien/publikation/long/3347.pdf (accessed on 1 October 2021).
- Zhao, R.; Porada, S.; Biesheuvel, P.; van der Wal, A. Energy consumption in membrane capacitive deionization for different water recoveries and flow rates, and comparison with reverse osmosis. Desalination 2013, 330, 35–41. [Google Scholar] [CrossRef]
- Ali, A.; Tufa, R.A.; Macedonio, F.; Curcio, E.; Drioli, E. Membrane technology in renewable-energy-driven desalination. Renew. Sustain. Energy Rev. 2018, 81, 1–21. [Google Scholar] [CrossRef]
- Miklos, D.B.; Remy, C.; Jekel, M.; Linden, K.G.; Drewes, J.E.; Hübner, U. Evaluation of advanced oxidation processes for water and wastewater treatment—A critical review. Water Res. 2018, 139, 118–131. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Global meat production from 1961–2019 [3].
Figure 1.
Global meat production from 1961–2019 [3].

Figure 2.
Overview wastewater reuse possibilities [11].
Figure 2.
Overview wastewater reuse possibilities [11].

Figure 3.
Dissolved air flotation system schematic [47].
Figure 3.
Dissolved air flotation system schematic [47].

Figure 4.
Membrane system schematic.

Figure 5.
Electrochemical oxidation/Electrocoagulation conceptual diagram.

Figure 6.
Flow sheet [72].
Figure 6.
Flow sheet [72].

Figure 7.
Flow sheet [55].
Figure 7.
Flow sheet [55].

Figure 8.
Flow sheet [56].
Figure 8.
Flow sheet [56].

Figure 9.
Flow Sheet [83].
Figure 9.
Flow Sheet [83].

Figure 10.
Flow sheet [5].
Figure 10.
Flow sheet [5].

Figure 11.
Sankey diagram and flow scheme for option 1.

Figure 12.
Sankey diagram and flow scheme for option 2.

Figure 13.
Energy outcome of the models.


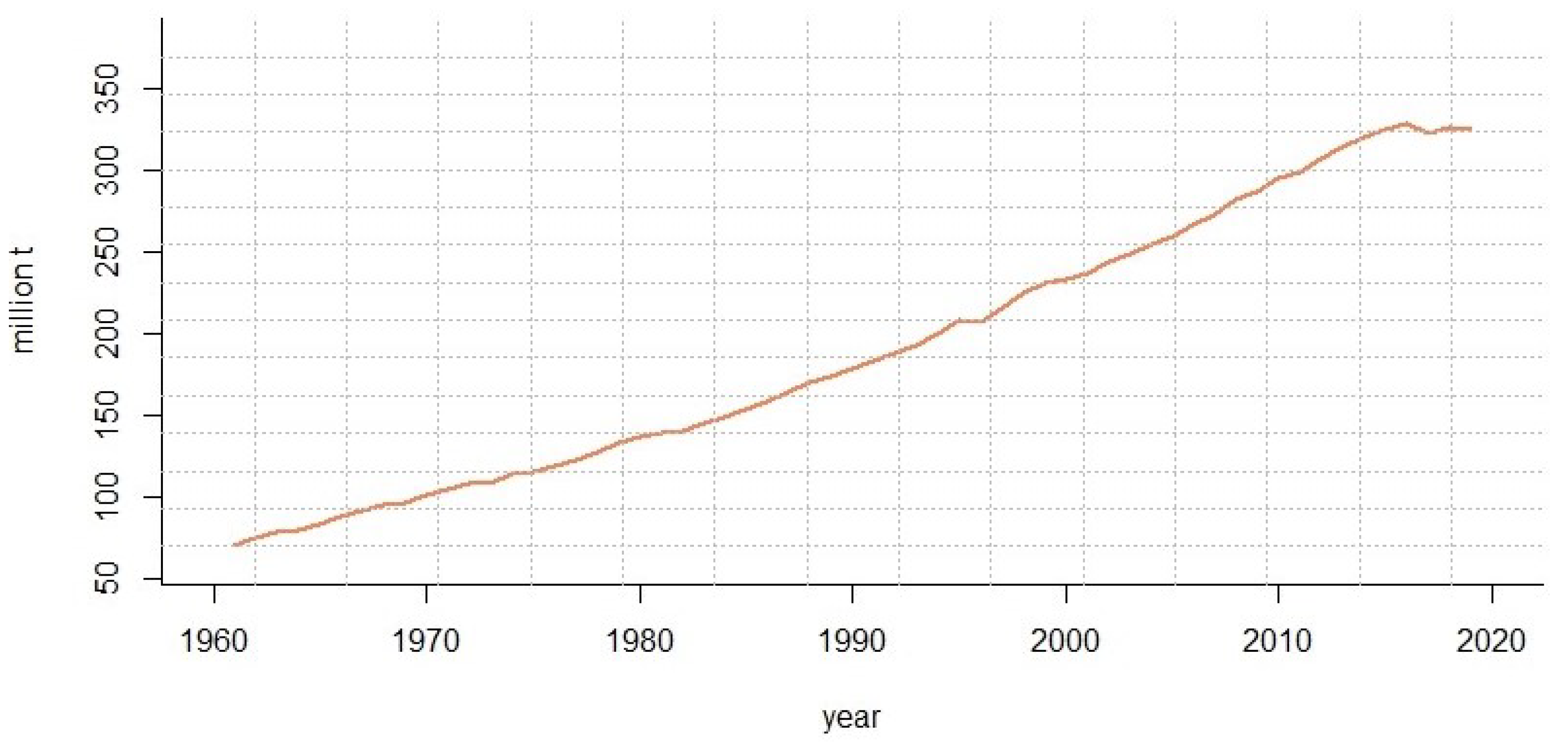{kind=link}
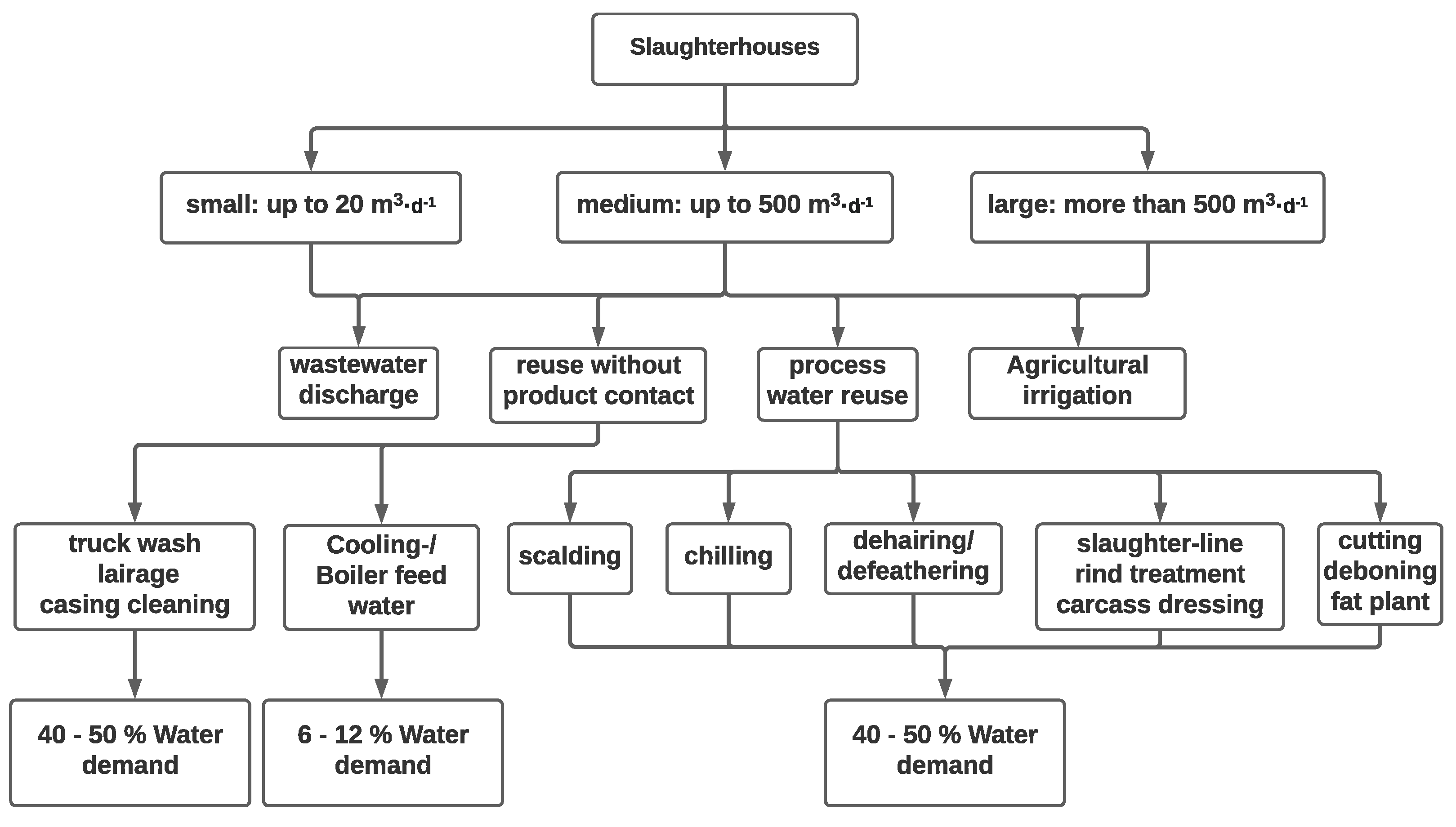{kind=link}
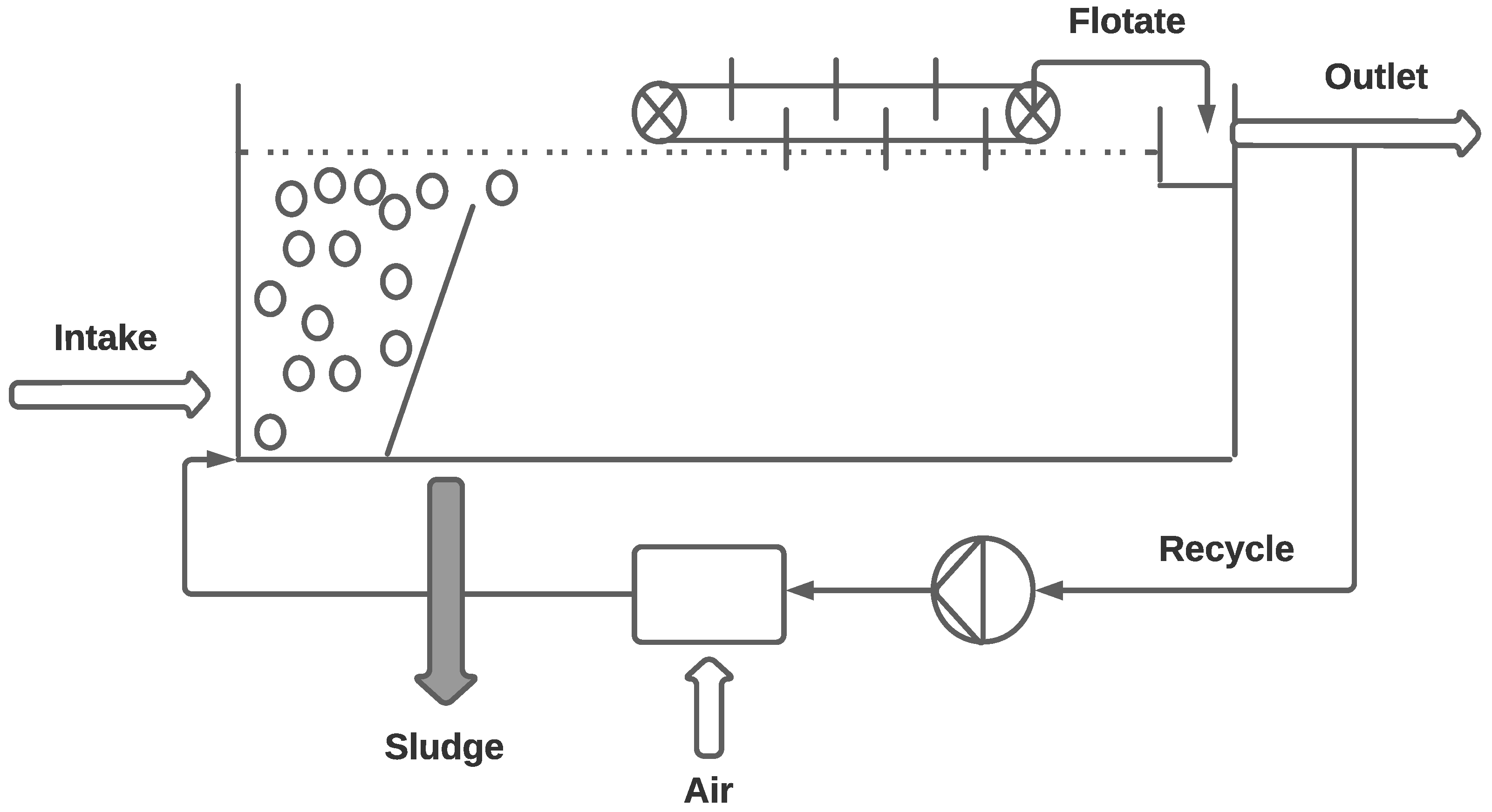{kind=link}
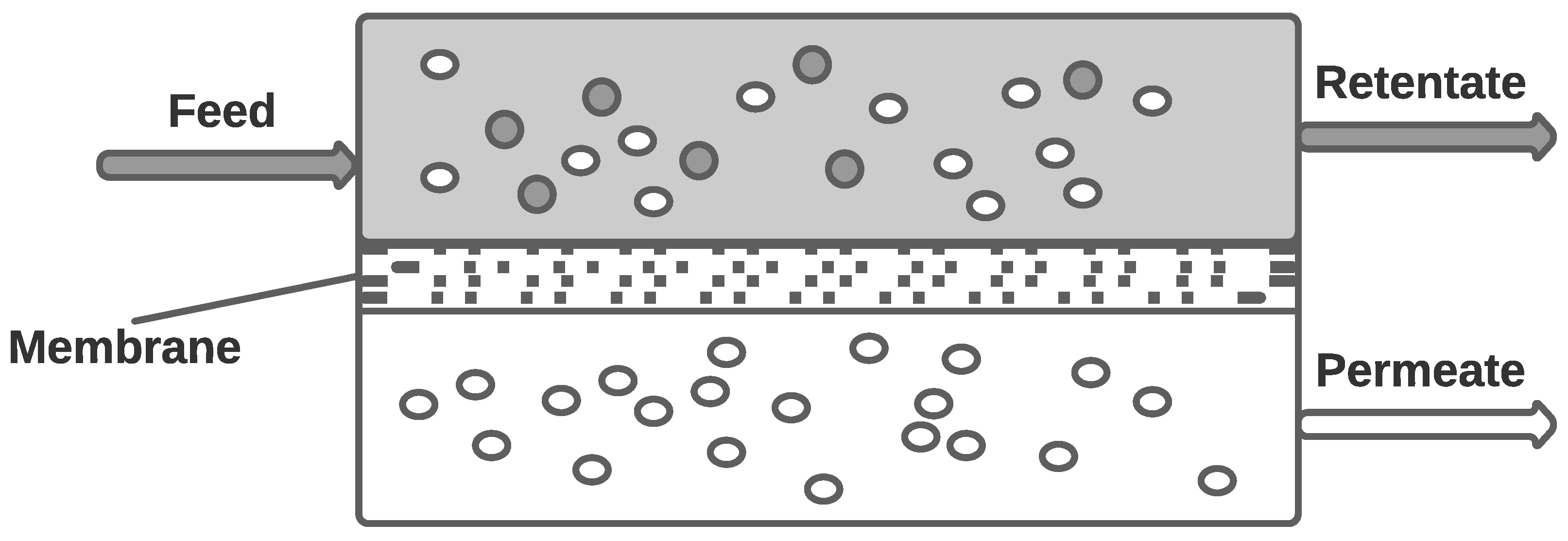{kind=link}
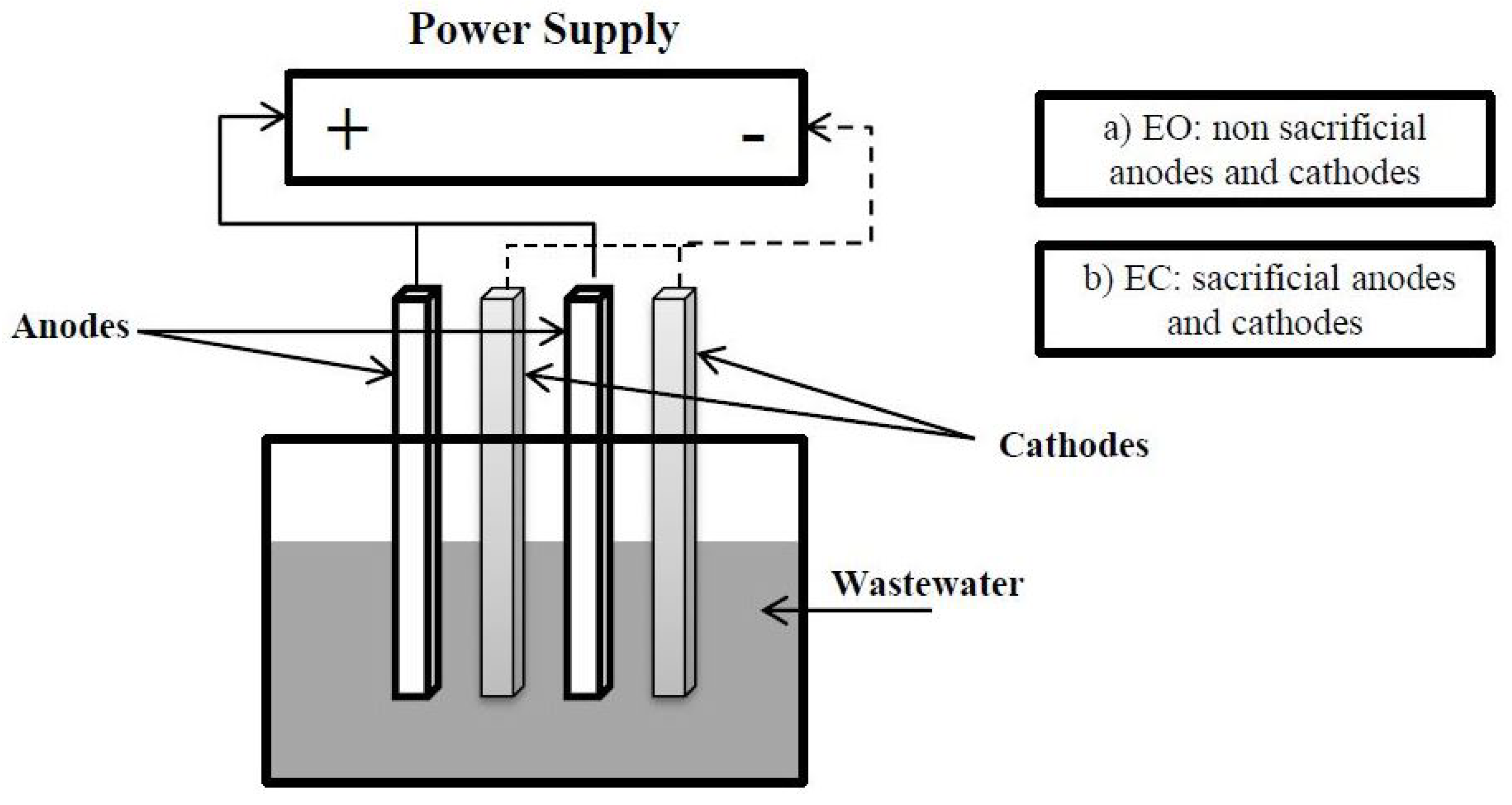{kind=link}
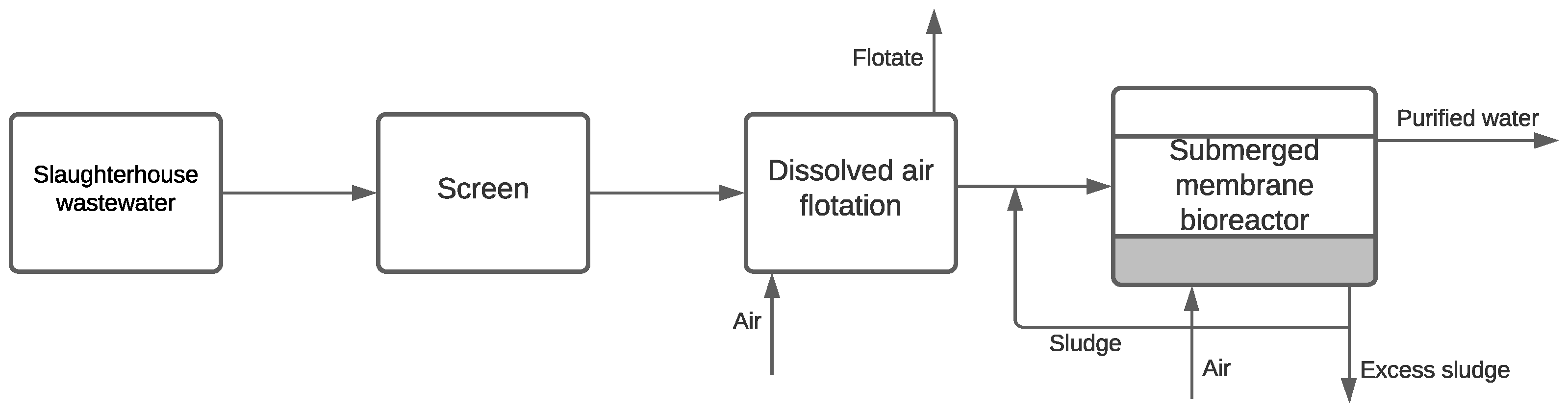{kind=link}
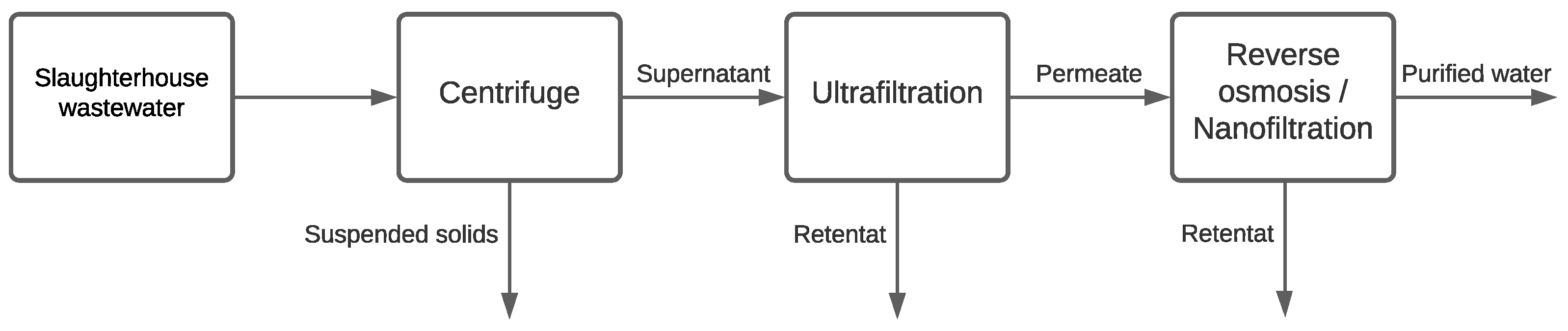{kind=link}
{kind=link}
{kind=link}
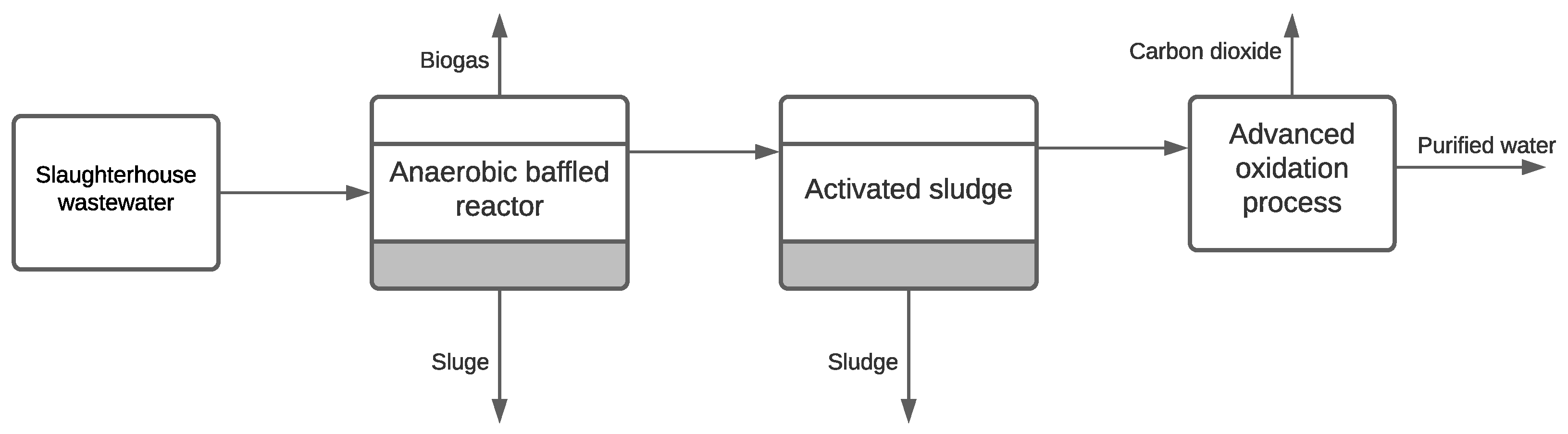{kind=link}
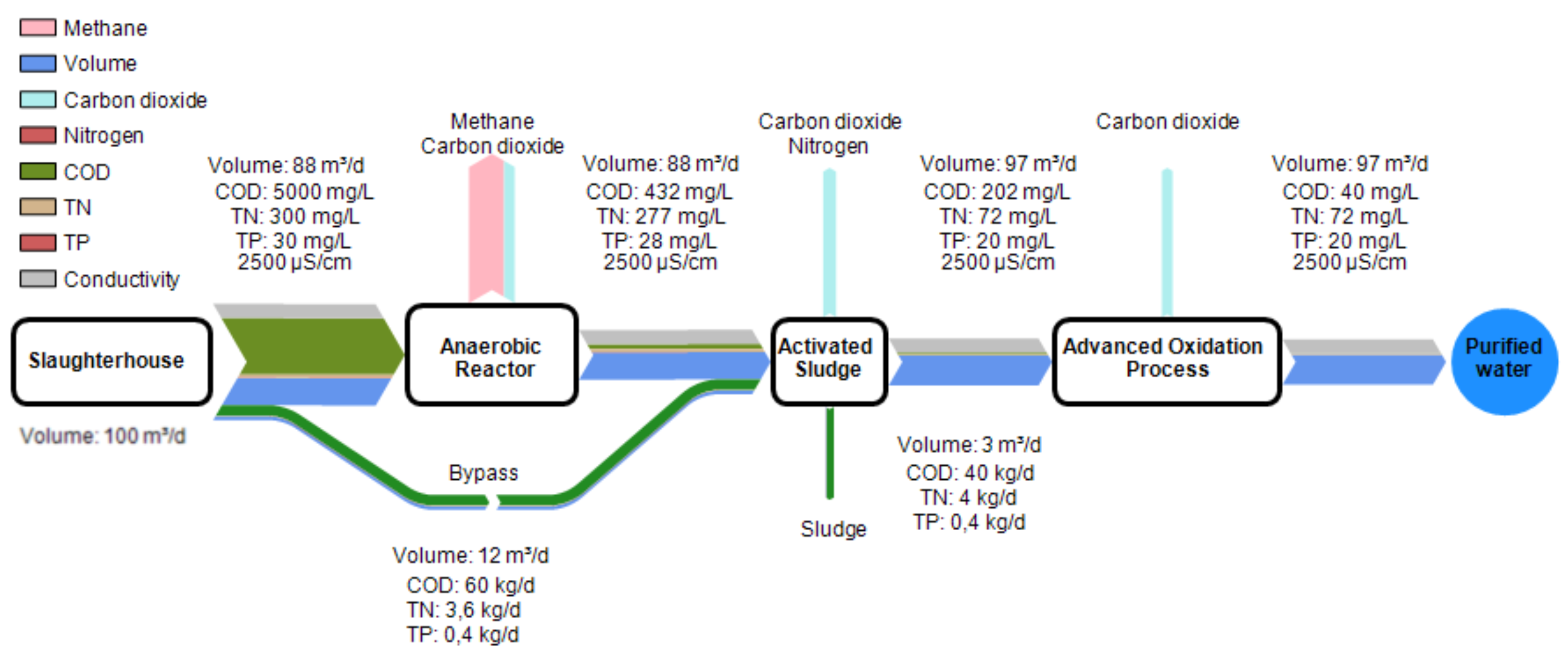{kind=link}
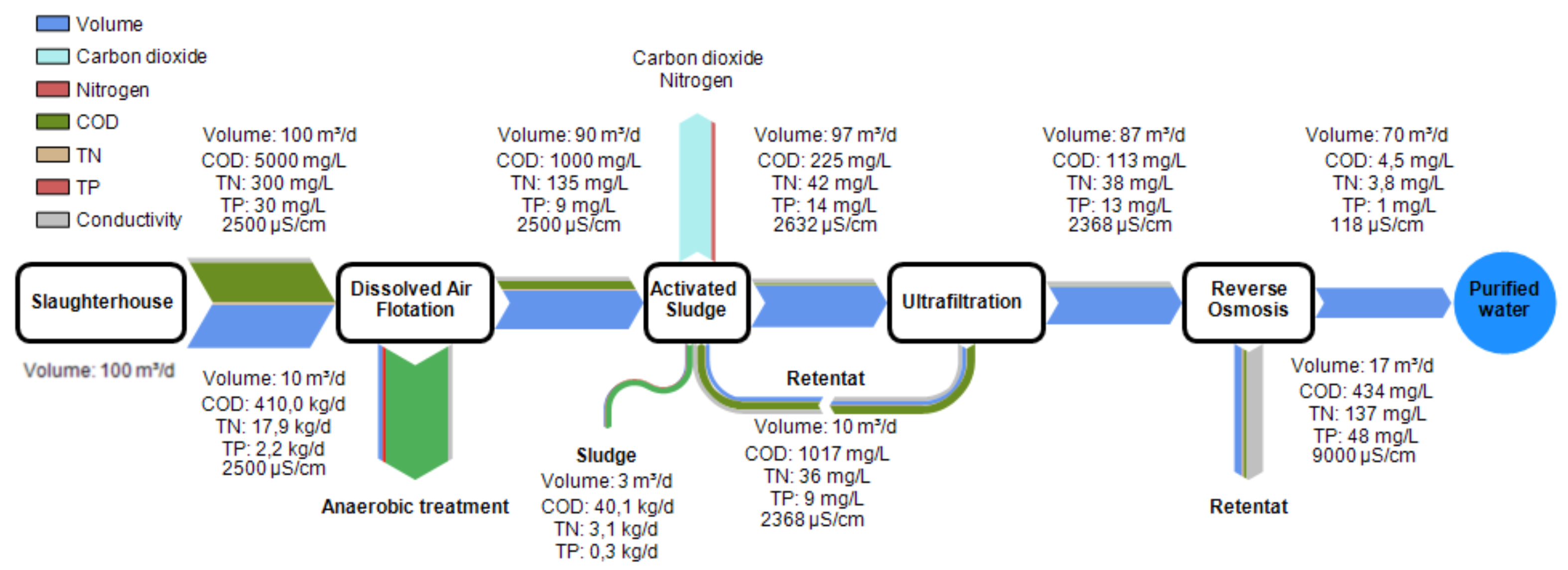{kind=link}
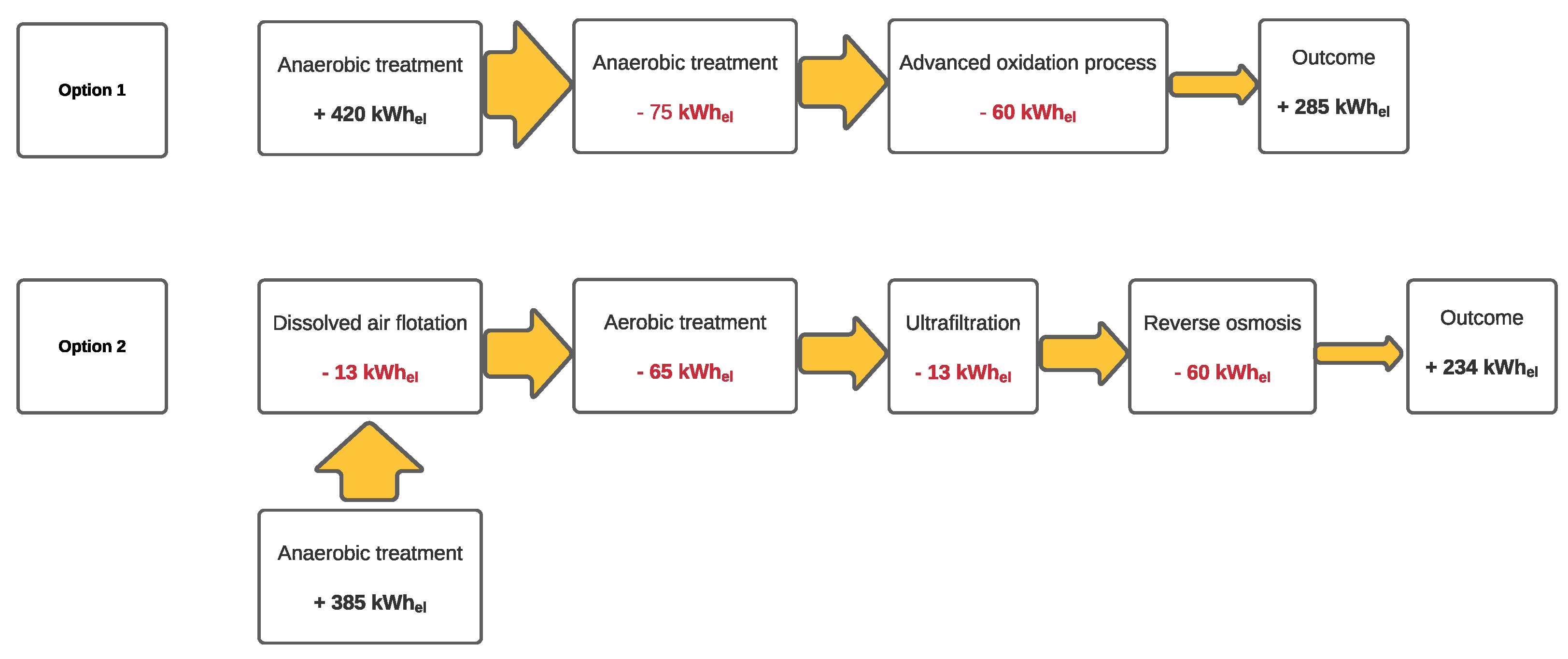{kind=link}
Table 1.
Slaughterhouse wastewater characteristics.
| Parameter | Unit | Germany 1 | Germany [18] | BREF [11] | Canada [19] | Brazil [20] | Mean |
|---|---|---|---|---|---|---|---|
| TOC | [mg·L−1] | 700–915 | 100–1200 | 730 | |||
| TN | [mg·L−1] | 237–440 | 150–500 | 40–300 | 50–841 | 62–313 | 300 |
| COD | [mg·L−1] | 2100–3193 | 2000–8000 | 1000–5000 | 1250–15,900 | 2790–5520 | 4700 |
| BOD5 | [mg·L−1] | 700–1100 | 1000–3000 | 500–2500 | 610–4635 | 1558–2988 | 1900 |
| TP | [mg·L−1] | 80–120 | 5–50 | 25–200 | 80 | ||
| TSS | [mg·L−1] | 1920–2960 | 1000–2000 | 300–2800 | 1800 | ||
| PH | 6.3–6.9 | 6.0–9.0 | 4.90–8.10 | 6.8–7.8 | 7 | ||
| TN:COD | TOC:TSS | BOD5:COD | TSS:COD | TN:TOC | |||
| 0.06 | 0.4 | 0.4 | 0.4 | 0.4 |
1 SWW collected from a local slaughterhouse near Berlin.
Table 2.
Keyword search hits in combination with SWW.
| Keyword | Science Direct | Web of Science | Google Scholar |
| aerobic | 1336 | 70 | 10,500 |
| anaerobic | 2273 | 311 | 21,400 |
| biological treatments | 2333 | 122 | 20,400 |
| dissolved air flotation | 327 | 7 | 9010 |
| meat | 1218 | 101 | 10,500 |
| membrane separation process | 794 | 3 | 19,600 |
| physicochemical treatments | 697 | 30 | 17,300 |
| recycling | 1405 | 47 | 11,100 |
| reuse | 963 | 54 | 9200 |
| zero-liquid discharge | 350 | 0 | 197 |
| Keyword after 2017 | Science Direct | Web of Science | Google Scholar |
| aerobic | 602 | 27 | 4490 |
| anaerobic | 1086 | 143 | 9970 |
| biological treatments | 1133 | 55 | 15,000 |
| dissolved air flotation | 132 | 2 | 2540 |
| meat | 572 | 57 | 4570 |
| membrane separation process | 433 | 2 | 10,600 |
| physicochemical treatments | 447 | 19 | 8190 |
| recycling | 685 | 22 | 4940 |
| reuse | 541 | 27 | 4440 |
| zero-liquid discharge | 180 | 0 | 121 |
Table 3.
Limits for wastewater reuse.
| Parameter | Unit | Category 1 [22,26] Wastewater Discharge | Category 2 [23] Process Water Reuse | Category 3 [26] Cleaning Water | Category 3 [27] Boiler Feed Water | Category 4 [25] Agricultural Irrigation |
|---|---|---|---|---|---|---|
| BOD5 | [mg·L−1] | 25 | <1 | - | - | 10 |
| COD | [mg·L−1] | 110 | 5 | - | - | - |
| TN | [mg·L−1] | 18 | - | - | - | - |
| Nitrate | [mg·L−1] | - | 50 | - | - | - |
| TOC | [mg·L−1] | - | - | - | <0.5 | - |
| TP | [mg·L−1] | 2 | - | - | - | - |
| TSS | [mg·L−1] | - | - | - | - | 10 |
| Oxygen | [mg·L−1 O2] | - | - | - | <0.02 | - |
| E. coli | (cfu· 100 mL−1) | - | <0 | <0 | - | 10 |
| Legionella spp. | (cfu· L−1) | - | - | <1000 | - | 1000 |
| Turbidity | [NTU] | - | 10 | 5 | - | 5 |
| Conductivity | [µS·cm−1] | - | 2500 | - | ≤30 | - |
| pH | - | 6.5–9.5 | - | 9.2–9.5 | - |
Table 4.
Limits for wastewater discharge.
| Parameter | Unit | EU [29] | USA [30] | China [31] |
|---|---|---|---|---|
| BOD5 | [mg·L−1] | 25 | 16–26 | 30 |
| COD | [mg·L−1] | 125 | n.a. | 100 |
| TN | [mg·L−1] | 10–15 | 4–8 | 15 |
| TOC | [mg·L−1] | n.a. | n.a. | n.a. |
| TP | [mg·L−1] | 1–2 | n.a. | 0.5 |
| TSS | [mg·L−1] | 35–60 | 20–30 | n.a. |
Table 5.
Treatment of SWW with electrochemical treatment.
| Treatment Technology | Removal Efficiencies | Energy Consumption | Reference |
|---|---|---|---|
| Electrocoagulation (EC) | TSS: 89% | 4.2 kWh·m−3 | [69] |
| (PSHWW: 3000 mg COD·L−1) | Turbidity: 90% | ||
| BOD: 86% | |||
| FOG: 99% | |||
| Peroxy-electrocoagulation | COD: 95% | 20.5 kWh·m−3 | [64] |
| (PSHWW: 8800 mg COD·L−1) | |||
| Anodic oxidation | COD: 100% | 170 kWh·m−3 | [66] |
| (PSHWW: 1370 mg COD·L−1) | |||
| Oxidation/reduction (EOR) | COD: 97% | 185 kWh·m−3 | [68] |
| Electrocoagulation (EC) | COD: 89% | 13 kWh·m−3 | [68] |
| Hybrid system EOR + EC | COD: 96% | 90 kWh·m−3 | [68] |
| Hybrid system EC + EOR | COD: 98% | 88 kWh·m−3 | [68] |
Table 6.
Purification potential of combined treatments.
| Parameter | Unit | DAF-SMBR [72] | Centrifuge-UF-RO [55] | SBR-UF-RO [56] | DAF-AS-O3 [83] | ABR-AS-UV/H2O2 [5] | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Inlet | Outlet | Inlet | Outlet | Inlet | Outlet | Inlet | Outlet | Inlet | Outlet | ||
| COD | [mg·L−1] | 2000 | 10 | 7970 | <10 | 5100 | 4 | 1800 | 130 | 1950 | 0.4 |
| BOD5 | [mg·L−1] | - | - | - | - | - | - | 650 | 12 | 1400 | - |
| TSS | [mg·L−1] | 1450 | n.d. | 2760 | n.d. | - | - | 250 | 3 | 750 | 0.8 |
| TN | [mg·L−1] | 550 | - | - | - | 340 | 25 | 225 | 115 | 200 | <8 |
| PO3−4 | [mg·L−1] | 23 | - | - | - | - | - | - | - | - | - |
| Conductivity | [µS·cm−1] | - | - | 2750 | 94 | 2790 | 170 | - | - | - | - |
Table 7.
Characterization of treatment process investigated by Racar et al. [56].
Table 7.
Characterization of treatment process investigated by Racar et al. [56].
| Parameters | Unit | Raw Wastewater | SBR | UF | NF | RO |
|---|---|---|---|---|---|---|
| COD | [mg·L−1] | 5100 | 116 | 13 | <1 | 4 |
| TC | [mg·L−1] | 358 | 67 | 46 | 8 | 8 |
| IC | [mg·L−1] | 122 | 39 | 32 | 4 | 3 |
| DOC | [mg·L−1] | 236 | 29 | 7 | 5 | 4 |
| TN | [mg·L−1] | 340 | 93 | 95 | 20–90 | 25 |
| Conductivity | [µS·cm−1] | 2790 | 1111 | - | 167 | 167 |
Table 8.
Energy consumption of the treatment processes.
| Process | Electrical Energy Consumption | Unit | Reference |
|---|---|---|---|
| Dissolved air flotation | 0.03 | kWh·m−3 | [86] |
| 0.05–0.30 | kWh·m−3 | [18] | |
| Aerobic activated sludge treatment | 0.62 | kWh·m−3 | [87] |
| 0.49–0.71 | kWh·m−3 | [88] | |
| 0.61 | kWh·m−3 | [89] | |
| 0.45–1.50 | kWh·m−3 | [18] | |
| Ultrafiltration | 0.10–0.16 | kWh·m−3 | [90] |
| Reverse osmosis | 0.50–0.75 | kWh·m−3 | [91] |
| 0.75–0.80 | kWh·m−3 | [92] | |
| Advanced oxidation processes (UV/H2O2) | 0.50–0.68 | kWh·m−3 | [93] |
| Electrochemical oxidation | 10.0–14.0 | kWh·m−3 | [93] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Philipp, M.; Masmoudi Jabri, K.; Wellmann, J.; Akrout, H.; Bousselmi, L.; Geißen, S.-U. Slaughterhouse Wastewater Treatment: A Review on Recycling and Reuse Possibilities. Water 2021, 13, 3175. https://doi.org/10.3390/w13223175
AMA Style
Philipp M, Masmoudi Jabri K, Wellmann J, Akrout H, Bousselmi L, Geißen S-U. Slaughterhouse Wastewater Treatment: A Review on Recycling and Reuse Possibilities. Water. 2021; 13(22):3175. https://doi.org/10.3390/w13223175
Chicago/Turabian StylePhilipp, Maximilian, Khaoula Masmoudi Jabri, Johannes Wellmann, Hanene Akrout, Latifa Bousselmi, and Sven-Uwe Geißen. 2021. "Slaughterhouse Wastewater Treatment: A Review on Recycling and Reuse Possibilities" Water 13, no. 22: 3175. https://doi.org/10.3390/w13223175
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.