
Potential Viable Products Identified from Characterisation of Agricultural Slaughterhouse Rendering Wastewater



1
DCU Water Institute, School of Chemical Science, Dublin City University, D09 Y5NO Dublin, Ireland
2
DCU Water Institute, School of Biotechnology, Dublin City University, D09 Y5NO Dublin, Ireland
3
Qatar Environment and Energy Research Institute, Hamad Bin Khalifa University, Doha PO Box 34410, Qatar
*
Author to whom correspondence should be addressed.
Water 2021, 13(3), 352; https://doi.org/10.3390/w13030352
Submission received: 8 January 2021
/
Revised: 21 January 2021
/
Accepted: 25 January 2021
/
Published: 30 January 2021
(This article belongs to the Special Issue Innovative Technologies and Approaches for Sustainable Wastewater Treatment and Wastewater Reuse)
Abstract
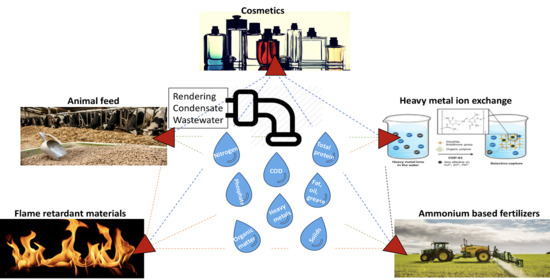
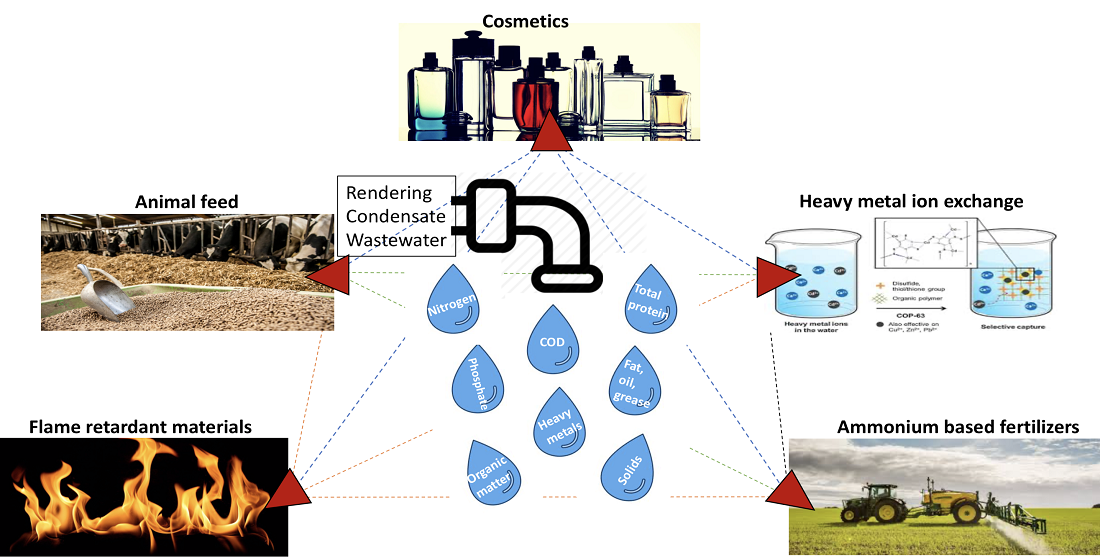
:The composition of challenging matrices must be fully understood in order to determine the impact of the matrix and to establish suitable treatment methods. Rendering condensate wastewater is a complex matrix which is understudied. It is produced when the vapour from rendering facilities (heat processing of slaughterhouse waste material) is cooled as a liquid for discharge. This study offers a full physicochemical characterisation of rendering condensate wastewater and its potential for valorisation via production of viable by-products. A study of seasonal variation of levels of dissolved oxygen, chemical oxygen demand, total nitrogen and ammonia was carried out on the wastewater. The results show that the wastewater was high strength all year-round, with a chemical oxygen demand of 10,813 ± 427 mg/L and high concentrations of total Kjeldahl nitrogen (1745 ± 90 mg/L), ammonia (887 ± 21 mg/L), crude protein (10,911 ± 563 mg/L), total phosphorous (51 ± 1 mg/L), fat and oil (11,363 ± 934 mg/L), total suspended solids (336 ± 73 mg/L) and total dissolved solids (4397 ± 405 mg/L). This characterisation demonstrates the requirement for adequate treatment of the condensate before releasing it to the environment. While there is a reasonably constant flow rate and dissolved oxygen level throughout the year, higher chemical oxygen demand, total nitrogen and ammonia levels were found in the warmer summer months. From this study, rendering condensate slaughterhouse wastewater is shown to have potential for production of marketable goods. These products may include ammonium sulphate fertilizer, protein supplements for animal feeds and recovery of acetic acid calcium hydroxyapatite, thus enhancing both the financial and environmental sustainability of slaughterhouse operations. This work demonstrates a valuable assessment of a complex wastewater, while taking advantage of on-site access to samples and process data to inform the potential for wastewater reuse.
1. Introduction
As the number of slaughterhouses increases around the world due to the growing demand for meat, the volume of raw organic material (OM) being sent to rendering plants is also rising [1]. The increase in the demand for meat can be seen by the volume of meat consumed worldwide increasing by 40% in a 10-year period [2]. Rendering plants process the unused materials of slaughterhouses, such as carcasses or parts of animals, including products of animal origin not intended for direct human consumption [2]. The processing of these materials allows for the production of products such as animal-, bone- or bristle-meal, as well as separating the fat from the materials to produce tallow [3]. In conventional rendering facilities, the wastewater (WW) from rendering plants is mainly generated during sterilization of the raw material and during the drying process of the waste meat/fat mixture [3]. The cooking vapours produced from this process are cooled, and the vapour condensates are discharged along with other WW streams from the slaughterhouse, to be treated [4]. Metzner et al. (1990) reported that condensates are formed at a rate of 0.65 m3 per ton of waste processed. WW from meat abattoirs has also been shown to have high levels of nutrients (nitrogen (N) and phosphorous (P)); fats, oil and grease (FOG); crude proteins; chemical oxygen demand (COD); and solids [5].
The WW produced from the condensed vapours from a rendering plant is known as rendering condensate wastewater (RCWW). The volume and strength of RCWW is directly proportional to the amount of raw material processed and the amount of water used during the rendering process. The RCWW is generally hot and has high levels of condensed volatile fatty acids (VFAs) [6], COD, FOG, total organic carbon (TOC), total nitrogen (TN), total suspended solids (TSS), heavy metals (HM) and ammonia (NH3) [5,7], which, if discharged into receiving water bodies, can cause eutrophication (Table 1). RCWW commonly contains high levels of nutrients, such as TN and total phosphorous (TP), due to the degradation of protein and animal tissue [4]. As such, it is imperative that RCWW is appropriately treated before released to the environment [7]. The most common VFAs in slaughterhouse WW (SHWW) include acetic acid, propionic acid, butyric acid and valeric acid, which have an influence on the removal of nutrients in the WW treatment plant [8] and are associated with odour problems [9].
The OM concentrations in SHWW (which is similar to RCWW) is usually high and the residues are moderately solubilized [14]. SHWW typically contains fractions not found in RCWW, including blood and manure, leading to differences in the physicochemical characteristics. RCWW and SHWW are often combined for WW treatment [13]. Failing to treat the OM efficiently may lead to contamination of receiving waters [7], with excessive FOG discharge resulting in floating solids accumulation in lakes and streams [4]. Similarly, the most common WW treatment methods include anaerobic, aerobic and dissolved air flotation (DAF) treatment [15]. N and P are removed by using aerobic and anaerobic tanks, whilst most OMs and FOG can be removed by using DAF [16].
The European legislation for management of the treatment of RCWW, Animal By-Products Regulation [17], is in place in order to prevent the outbreak and spread of diseases such as Bovine Spongiform Encephalopathy and Creutzfeldt–Jacob disease [18]. It has been reported that, because of legal restrictions, rising treatment costs and environmentally conscious consumers, the treatment of RCWW has become a major concern of the meat processing industry [2]. Proteins from carcass debris are the major pollutant besides FOG in processing WW [19]. However, contaminants in RCWW represent potential opportunities for recovery as valuable commercial products. For example, FOG discharge is grease that can be recovered as finished grease in the rendering operations for tallow fat [4]. VFA can be extracted to obtain acetic acid for use as a carbon rich supplement to increase COD levels aiding in the denitrification and TP removal process [20]. The protein loss to WW can be estimated by multiplying the Total Kjeldahl Nitrogen (TKN) concentration by 6.25, as the TKN method degrades protein bonds, which are composed of N compounds [21]. NH3 discharge has a strong correlation with the amount of protein that has been degraded. NH3 present in the WW can be removed by using the denitrification process or it could be recovered by using hydrophobic membranes, and when reacted with sulphuric acid (H2SO4), it produces ammonium sulphate ((NH4)2SO4), which can be used as a nitrogen and sulphur-rich fertiliser [22,23]. Cattle bones are mostly composed of hydroxyproline, N and calcium hydroxyapatite (CaHA) at 3.7, 5.8 and 57.8%, respectively [24]. CaHA can be recovered by using ultrafiltration (UF) and used to treat HM by ion-exchange processes [25].
This study represents the first full physicochemical characterisation of RCWW (specifically the condensate WW produced from the rendering process). The study includes an analysis of seasonal variation, to determine how COD, NH3, dissolved oxygen (DO) and TN concentrations change temporally in a 12-month period and with flow of RCWW. Previous studies have presented limited or incomplete datasets without temporal variation. Based on the findings of this work, it is possible to identify a suite of potential by-products which could be produced from RCWW.
2. Materials and Methods
2.1. Sample Collection and Preparation
RCWW samples were collected from a meat-slaughtering rendering plant in the south of Ireland. Samples were collected in sterile 2 L plastic bottles, and conductivity, temperature, pH, DO and NH3 were determined immediately after sampling.
2.2. Materials and Reagents
A 0.45 µm polytetrafluoroethylene (PTFE) filter paper was procured from Radionics, Ireland. Solvents including acetone, hexane, n-hexane and ammonia hydroxide (NH3OH) were procured from Fischer Scientific, Ireland. Standards including 25% meta-phosphoric acid with 60 mM crotanoic acid, acetic acid, butyric acid, isobutyric acid, valeric acid, isovaleric acid, propionic acid and pentadecanoic acid were obtained from Sigma Aldrich, Ireland. Additionally, sodium hydroxide, anhydrous sodium sulphate, hydrochloric acid and methyl orange reagents were obtained from Sigma Aldrich, Ireland. Reagent HACH kits were obtained to measure COD (high range: 8000), TOC (high range: 10,173), TP (mid-range: 10,127) and orthophosphate (mid-range: 8114), which were procured from Hach, Ireland. All chemicals and reagents used in this investigation were of analytical grade or better.
2.3. Sample Characterisation
RCWW samples were characterised without filtration, to determine a number of physicochemical properties, nutrients and micro-nutrients. Analytes were selected based on other studies focusing on wastewater contamination from rendering and meat-slaughtering processes (Table 1). Samples were tested for TP, TN, COD, TOC, FOG, TSS, total dissolved solids (TDS), HM, micronutrients (phosphorous, nickel, cobalt, potassium, magnesium, calcium, sodium, manganese, sulphate, sulphur and chloride) and fatty acids (FAs). Samples were adjusted to pH 2, using concentrated hydrochloric acid for FOG, TOC and TKN analysis. Samples were adjusted to pH 11 for NH3 quantitation, using 1 mol/L NaOH.
Conductivity and pH were measured by using a WTW Multi 320 multimeter, and a conductivity meter and pH electrode SenTix 4l, respectively. Temperature was measured by using a Proplus® handheld multi-parameter instrument (YSI, Hertfordshire, UK), and NH3 using an Orion NH3 gas-sensing ion selective electrode (ISE) electrode. The COD, TOC, TP and ortho-phosphate were determined by using spectrophotometer Hach model DR900 colorimeter according to Hach procedures 8000, 10,173, 10,127 and 8114. The TKN, FOG, TSS and TDS was carried out according to the APHA standard methods [26]. Protein concentration was calculated by multiplying the difference between TKN and NH3 by 6.25 [27]. Metal and nutrient analysis was carried out by using inductively coupled plasma–emission spectroscopy, according to the Association of Analytical Chemist (AOAC) method 43.293 (1980) at a commercial laboratory (ALS Scientific, Clonmel, Ireland).
2.4. Volatile Fatty Acid Analysis
VFA analysis in the RCWW required extraction and derivatization prior to analysis for determination by gas chromatography (GC). VFA analysis were performed by centrifuging 1.5 mL of the sample at 3000× g for 10 min at 4 °C. Then, 1 mL of the supernatant was transferred to a new centrifuge tube containing 200 µL of the internal standard (25% metha-phosphoric acid with 60 mM crotanoic acid). The tubes were vortexed for 2 min and placed in a freezer for 3–4 h. The sample was then thawed and centrifuged at 12,000× g, for 15 min, at 4 °C. Then, 1 mL of the supernatant was then analysed by using an Agilent 7890 GC connected to an Agilent 7693A flame ionisation detector (GC–FID). The GC–FID was equipped with an Agilent CP-FFAP column (25 m, 0.15 mm internal diameter (i.d.), 0.25 µm film thickness). A 0.5 µL volume of the sample was injected into a splitless injector set to a temperature of 260 °C. Helium was used as the carrier gas at a constant flow rate of 1.5 mL/min. The initial column temperature was 115 °C, and it was then increased to 175 °C at a rate of 15 °C/min; once it reached 175 °C, it was increased to 240 °C at a rate of 80 °C/min and held at this temperature for 3 min (total run time 9 min). The VFAs were detected by FID, which was operated at 280 °C with a 30 mL/min hydrogen flow, 300 mL/min air flow and a make-up flow of 30 mL/min of helium. Blank injections of deionised water were performed every 5th run, to ensure there were no contaminants retained by the column. The identification of unknown VFAs was achieved by comparing their retention times with known standards of acetic acid, propionic acid, isobutyric acid, butyric acid, isovaleric acid and valeric acid. The quantification of VFAs was performed based on a 4-point calibration (25–100% w/w).
2.5. Statistical Analysis
Statistical analysis was carried out to determine if differences in the concentrations of NH3, COD, DO and TN throughout the year, during different seasons, were significant. Analysis was also carried out on the RCWW flow rate, to determine if there were higher volumes of WW at different times of the year. One-way analysis of variance (ANOVA) was performed (p < 0.05) and followed up with post hoc Tukey tests, where appropriate, using Origin software (version 9.0).
3. Results and Discussion
3.1. Characterisation of Raw RCWW
It has been reported that rendering plants produce significant amounts of WW which contains contaminants that are relatively low in long-term environmental risks, but cannot be released directly to the rivers, streams or lakes, without proper treatment [4]. The composition of raw RCWW is presented in Table 2, indicating high levels of nutrients, OM, FOG and VFAs (Table 3). Failing to appropriately treat the nutrients, solids and OM in RCWW can result in reduced DO levels, which promotes eutrophication in the receiving waters [28]. DO levels must not drop below 5 mg/L, in order to sustain safe conditions for aquatic life [1].
The pH is an important parameter determining the quality of the WW effluents because most chemical reactions in the aquatic environment are controlled by its value [1,4]. It was found that the mean pH value of raw RCWW was 8.3, which was within the typical tolerance limits of 6–9 for the discharge of WW from abattoir industries [29].
3.1.1. Nutrients
N and P are some of the most important parameters to be tested in effluent WW, to determine its quality. NH3 is produced from the biological degradation of proteins. TKN is the sum of organic nitrogen and NH3. NH3 is toxic to aquatic life at levels as low as 0.5 g/L [30]. TN in the raw RCWW was determined to be 2720 ± 82 mg/L, TKN was 1630 ± 9 mg/L, NH3 levels were 887 ± 2 mg/L and crude protein was calculated to be 10,911 ± 5 mg/L. Reference [4] reported that raw rendering plant WW typically has TKN values of 500–1000 mg/L. Local regulations in Europe and Ireland require effluent nitrogen levels to be below 15 mg/L before being released and, as such, RCWW must be treated [31]. Nitrification and denitrification treatment may be carried out in order to remove 99% of the TN present in the RCWW. The use of hydrophobic membranes has gained attention recently for the removal of NH3 from WW, as it can produce a viable product to generate revenue. This is discussed further in Section 3.3. The ratio of COD to TKN was determined to be >8, which is suitable for nitrogen removal by nitrification and denitrification [28]. P levels may be introduced in the WW stream from meat or blood residues from the animal carcasses [15]. Other sources of P may be synthetic detergents with high levels of P components, which may be used during the rendering process [32]. TP was measured at 51 ± 1.1 mg/L. Orthophosphate was measured at 21 ± 0.5 mg/L, which is considered high, as orthophosphate is readily available for algae and aquatic plant growth. Various studies looking at P in WW from meat-processing activities detected high levels of TP, which must be treated (levels must be below 15 mg/L) [31]. The most common method of removing P from WW involves the incorporation of P molecules into the TSS, using the biological method as described by Reference [32]. The ratio of COD and TP obtained was greater than 50, which means that biological treatment can be used to successfully treat TP before being released to meet local regulations [28].
3.1.2. Organic Matter
Reducing high levels of OM being released into water streams can help protect aquatic life from low DO levels. RCWW was measured to have DO levels of 3 ± 0.4 mg/L. This low DO level is caused by the high COD, TSS and FOG levels present in the RCWW. OM present in influent and effluent is measured by COD and TSS [33]. High COD levels at 10,813 ± 427 mg/L were measured in the RCWW. High levels of COD may be due to both biodegradable and non-biodegradable OM materials, such as animal matter, FOG, nutrients and proteins [34]. COD levels must be below 125 mg/L in effluent before it is released [31]. TOC levels of 2513 ± 340 mg/L were present in RCWW. TSS levels in the RCWW are 336 ± 73 mg/L, which is almost 10 times the discharge limit set out by the EPA of 35 mg/L [35]. TSS levels may be influenced by animal tissue, fats and soils from the hides and hooves of animals [36]. The RCWW had a high level of FOG at 11,363 ± 934 mg/L, which is due to the high levels of unwanted tissue in the rendering process. These results indicate that raw RCWW is highly polluted and must undergo sufficient treatment before being released into receiving waters. All heavy metal species that were measured in the raw RCWW samples (Table 2) were below the EPA discharge limits. Nickel, cobalt, potassium, magnesium and manganese were at low levels in the RCWW. Calcium is found at a high level at 10 ± 0.1 mg/L, which is most likely due to the CaHA, which makes up 57% of the cattle bone composition [24]. The high levels of sodium (35.6 ± 1.9 mg/L) may be due to tissue and blood from animal waste [37]. The RCWW has high levels of sulphur (68.8 ± 3.5 mg/L), which could be attributed to the by-products of animals of a protein nature in the rendering process, since sulphur is a constituent of some proteins.
3.1.3. Volatile Fatty Acids
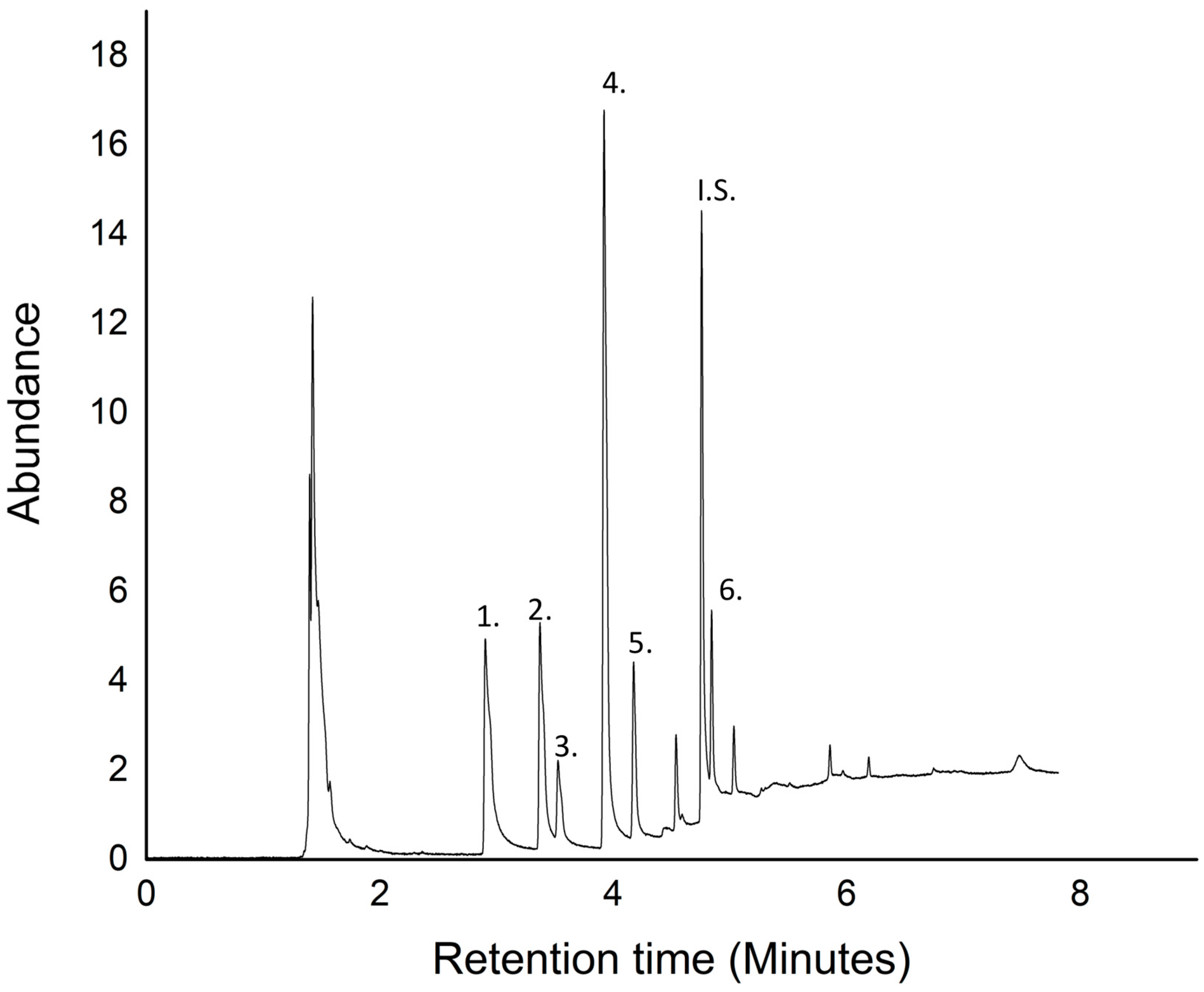
VFAs are fatty acids with carbon chains with fewer than six carbons (C1–C5). Various studies have looked at VFAs in WW produced from meat-processing activities and have identified that acetic, propionic and butyric acid as the most abundant VFAs, whilst also identifying isobutyric and isovaleric acid in the WW composition [3]. VFAs are a carbon and energy source for microorganisms in the nitrification and denitrification processes, which makes them important during WW treatment [38]. Table 3 shows the quantitative results obtained from the analysis of VFAs in RCWW, using GC–FID with a sample RCWW VFA chromatogram given in Figure 1. The results indicate that acetic, propionic and butyric acid are the most abundant VFA species present in the sample at 1519.67 ± 36.34, 821.15 ± 17.38 and 738.15 ± 93.38 mg/L, respectively. These results support a large number of studies showing these VFAs to be the most abundant with acetic acid at the highest concentration (% abundance in rendering WW according to Reference [6]; acetic acid 51%; propionic acid 26% and butyric acid 9%) [3,6,8,39].
3.2. Seasonal Variation Analysis
The study was carried out on the site of a rendering plant. Typically, operation of the rendering plant took place from late Monday afternoon to Friday evening. This meant that there were three days of downtime. The rendering plant released the condensed WW whilst it was in operation, and no WW was released while not in operation. This typical operating scenario leads to a high variation in concentrations of target analytes, as discussed herein, and can be seen in data plotted which shows a wide range of concentrations around a median value. Furthermore, seasonal effects were found to also impact the composition of the RCWW.
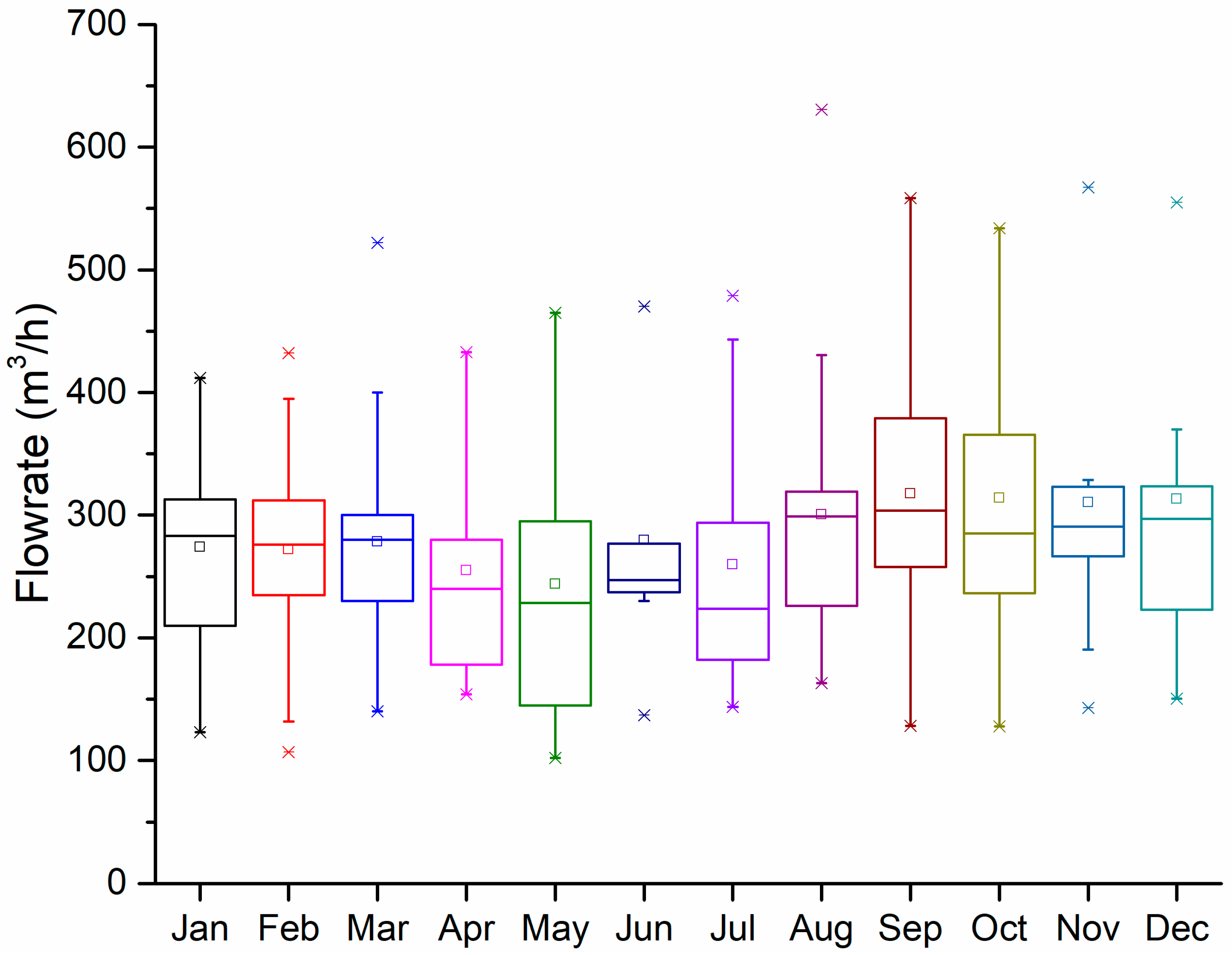
A seasonal variation study was carried out on the RCWW based on daily data supplied by the rendering plant. Parameters that were investigated include the daily flow rate, DO, COD, TN and NH3. Figure 2 and Figure 3 show the monthly average of the daily flow rate of RCWW and the monthly average for each of the pollutants investigated. Contaminant loadings of WW from meat-processing industries have been reported to vary seasonally, daily or even per working shift [2]. The composition of the WW can vary based on a number of parameters, such as the volume of material being processed, the type of material being processed and the season of the year [40]. The flow of RCWW showed strong temporal monthly and annual variation. The average RCWW flow was 285.4 m3/day, with a standard deviation of 105 m3/day, which suggests a high variation. However, further statistical analysis showed a p-value of 0.25 (Supplementary Materials Tables S1 and S2), which suggests there was no significant variation in the flow rate throughout the year.
Figure 3 shows that, throughout the year, the RCWW had a DO level below the acceptable limit for discharge. The average DO level was 3.0 mg/L, with a standard deviation of 2.6 mg/L, which suggested that there was a high variation of DO throughout the year. Statistical analysis showed that there was no significant difference in the DO levels throughout the year (p = 0.75). Figure 3 also showed COD, NH3 and TN levels throughout the year in RCWW. NH3 had an average of 982 mg/L and standard deviation of 357 mg/L, which suggested that there was substantial temporal variation of NH3 throughout the year. As NH3 can exist as either NH3 or NH4+ depending on its equilibrium (pH and temperature), NH3 may be higher in the summer, due to increased temperatures, which is supported by the results [41]. Statistical analysis showed that the variation of NH3 concentrations was significant and that August (as shown by the Tukey test presented in the Supplementary Materials) differed to other months, which supports the spike seen in Figure 3 (p-value = 8.5 × 10−7). TN had an average of 126.4 mg/L, standard deviation of 52.0 mg/L and a p-value of 1.23 × 10−13, suggesting a variation throughout the year, which may be due to a variation in the temperature of the RCWW. August represents the highest level of TN, which is usually the warmest part of the year. The mass of the NH3 and TN was calculated for each month, and it was shown that higher masses of NH3 and TN are released in the summer months (Figure 4). The calculated masses show that higher quantities were released in the summer months and the winter months, which may be due to a combination of higher temperatures, higher loading in the production plant and larger animals being processed. The average COD level is 12,296 mg/L, with a standard deviation of 3857 mg/L. While it had a relatively large standard deviation, the COD levels remained high throughout the year, which requires extensive treatment. Figure 3 suggests August had the highest levels, which is in agreement with the ANOVA and Tukey tests (p-value = 2.85 × 10−9).
3.3. Identification of Viable By-Products from Rendering Condensate
The treatment of WW for discharge in compliance with local environmental regulations is an expensive process. A way of off-setting the cost associated with environmental compliance is to incorporate these species into a production process to yield viable by-products which would result in a cleaner effluent [2]. This would allow for nutrients and other contaminants to be reused which could help reduce the formation of bio-sludges and wastes for disposal [37]. Table 4 shows an overview of the possible products which could be produced from the constituents present in RCWW.
3.3.1. Ammonium-Based Fertiliser
RCWW had high levels of NH3 throughout the year, as seen in Figure 3. Lazouski et al. demonstrated that the use of conventional gas diffusion electrodes can be used to produce NH3 fertiliser from nitrogen and water-splitting-derived hydrogen, which could potentially be derived from wastewater [42]. However, this method is only capable of producing a NH3 fertiliser, whereas the use of membrane distillation allows for the production of (NH4)2SO4. Hydrophobic membranes have become increasingly popular for extracting NH3 from WW streams [23,43]. One of the major benefits of using membranes to treat NH3 in WW is the production of an NH4 salt (most commonly (NH4)2SO4) as a by-product [44]. (NH4)2SO4 is a fertilizer which can be applied to land, to help promote the growth of crops in alkaline soils. Ammonium sulphate contains high levels of nitrogen and sulphur (21 and 24% composition, respectively). The ammonium ion is released, and it undergoes deprotonation, which produces NH3 and results in lowering the pH of the soil. It also contributes nitrogen, which is essential for plant growth. The sulphur promotes the metabolism of nitrogen and chlorophyll formation and forms amino acids, which are the building blocks for proteins [44]. There is no iron present in (NH4)2SO4, but reducing the soil pH allows for iron to be absorbed more effectively by plants [44]. The use of (NH4)2SO4 has also been used in flame-retardant chemicals, as it increases the combustion temperature of the material, decreases maximum weight loss rates and causes an increase in the production of residue or char [44]. The use of hydrophobic membranes has been shown to remove up to 99% of NH3 from WW in 5 h, while producing a 30% pure (NH4)2SO4 product [45]. The high levels of NH3 present in RCWW makes it an ideal matrix to produce (NH4)2SO4 fertilizer. A study by Brennan et al. [23] stated that the operation costs to produce 1 kg of (NH4)2SO4 was €2.48 and could be sold for €1.54. It was calculated that the present RCWW produces an average of 4.7 million kg of NH3 a year, which would allow for the production of up to 711,866 kg of 30% (NH4)2SO4, equating to 1.1 million euro in revenue. While the cost of producing the fertilizer is greater than the revenue generated, it would substantially reduce the cost of NH3 removal, compared with conventional treatment methods which do not produce any revenue. The disadvantages of using the liquid fertilizer include possible surface water and groundwater contamination, odour problems, greenhouse gas emission, and soil-pore clogging from excessive fat loads [11].
3.3.2. Animal Feed
An increase in demand for protein and meat-based diets has led to an increase in the number of animals to be processed and requiring feed. Therefore, an alternative for producing animal feed is required in order to provide for this increasing market [2]. SHWW has shown to have a protein composition comparable to other meal products used in animal feed [3]. Crude protein was measured to be 10,911 ± 563.7 mg/L in the RCWW, which suggested that there is great potential for protein to be extracted from the RCWW for animal feeds. Ultrafiltration (UF) has been widely used to simultaneously purify, separate and concentrate protein materials from WW sludge. The use of UF has shown to produce a product containing 30–35% protein, which could be supplemented into animal feed once other contaminants are treated [46]. It should also be noted that the removal of protein from WW reduces the COD by 75% [2].
3.3.3. Carbon Sources
Denitrification is the loss of nitrogen molecules from nitrites or nitrates resulting in the release of N2 gas. The denitrification process can be enhanced by adding natural carbon sources to the WW [47]. RCWW produces large volumes of VFA at reasonably high concentration, which could be recovered and spiked into the WW system, to promote denitrification [47]. Commercially available carbon sources are used to aid biological nutrient treatment, but in recent years, the cost of these carbon sources have increased, making the use of processed carbon sources an appealing alternative. Ultrafiltration has been used in a number of studies, in order to separate, isolate, recover and utilize VFA in the permeate stream, while rejecting the suspended solids [39]. The use of membrane filtration allows for the recovery of up to 50% acetic acid, 40% propionic acid, 18% isobutyric acid, 18% butyric acid, 15% isovaleric acid and 8% valeric acid [48]. There is a total of over 3700 mg/L VFA in the RCWW sample (Table 3). The most abundant VFA is acetic acid (1519 ± 26 mg/L), which is known to be an efficient agent for enhancing biological nutrient treatment and has been shown to reduce TN and TP in WW up to 95%, over a retention time of 8 h [20]. The use of propionic acid has also shown to be effective in reducing P levels [39]. Additionally, propionic acid has been used in the cosmetic industry, as a base for perfume in combination with butyl rubber, in order to form a more stable product with a longer shelf life [22]. Other studies by Vilvert et al. [49] and Gunes et al. [50] demonstrated that biogases could be recovered from matrices of similar compositions (mostly the high COD and VFA concentrations).
3.3.4. Heavy Metal Treatment
HMs in RCWW are shown to be at low concentrations and suggest that they do not pose a threat to the environment; however, this is not the case for many industrial wastewater streams. CaHA, which makes up 60% of cattle bone composition, has been shown to be effective in the removal of HM from WW by means of absorption and ion exchange [2,51] and allows for a 45% cost reduction for removing HMs, as compared to conventional methods [52]. Various studies have investigated the removal of HMs from WW samples, using CaHA from cattle bones, and it was demonstrated that Cd, Pb and Cr could be completely removed from WW samples by using CaHA, while Cu and Fe showed removals of up to 40% [25,51,53,54]. The Ca in RCWW, which is a component of CaHA, has a concentration of 10 ± 0.1 mg/L, and purification and use for HM removal has been shown to be feasible [25].
The previous sections highlight the potential products from RCWW. In order for the successful delivery and exploitation of these products, efficient recovery and purification methods must be developed. The recovery of NH4-based products from SHWW is discussed by Brennan et al. [55], and membrane contactors were identified as a suitable technology to recover NH4-based products. Experimental work has shown that PTFE membranes were capable of producing a 30% (NH4)2SO4 product. However, further work is needed to produce more robust membrane materials, to allow for longer treatment and recovery times.
Protein-rich animal feed was also identified as a viable product. Further research should focus on the optimization of ultrafiltration, to address this challenging matrix, in order to recover the protein content and purify the product. The high carbon content in RCWW shows great potential to reduce costs for anaerobic treatment. Further analysis should be carried out at both the lab- and pilot-scale, to determine if this matrix can be supplemented into anaerobic waste, to determine if it acts as an efficient carbon source. Lastly, heavy-metal treatment can be carried out from the CaHA content; however, the concentrations in the RCWW may be considered low, so further research should focus on isolating and purifying the CaHA and using it to adsorb heavy metals.
4. Conclusions
The processing of unused material from slaughterhouses to produce tallow fat and/or animal feed, using high-temperature treatments, yields condensate vapours which become RCWW. A physiochemical characterisation of raw RCWW was carried out in this study. The results demonstrated that there were high concentrations of organic and inorganic constituents present. Constituents measured in RCWW include COD, TN, NH3, crude protein, TP, FOG, TSS and TDS at 10,813 ± 427, 1745 ± 90, 887 ± 21, 10,911 ± 563, 51 ± 1, 11, 363 ± 934, 336 ± 73 and 4397 ± 405 mg/L, respectively. These constituents, in their current form, are higher than the discharge limits outlined by the Irish EPA (which follows EU regulatory limits) for water discharge into fresh and marine water bodies, and thus the raw RCWW must undergo treatment accordingly. HMs were also characterized in the WW sample, and it was determined that all HMs were present at very low levels and would not be useful to produce viable products. A seasonal-variation study was carried out on the RCWW, and it was determined that the flow rate and DO levels remained constant throughout the year. The warmer summer months also showed higher levels of TN, NH3 and COD, suggesting that the temperature may impact the levels of these contaminants. Lastly, a preliminary study was carried out to determine if viable products could be produced from RCWW based on the RCWW composition and other studies. It is suggested that, based on other studies and the concentration of NH3 in this study, the NH3 could be recovered by using membrane distillation to produce a viable ammonium sulphate fertilizer. Proteins could be recovered by using UF, to produce a protein supplement for animal feed. VFA could be recovered by using membrane filtration, to recover acetic acid, which could be used to aid in biological microbial treatment of WW, and CaHA could potentially be recovered for use as an ion-absorbent, for removal of HM. Valorisation of this potentially valuable WW or co-product stream should be considered by slaughterhouses with rendering facilities, allowing for cost savings in WW treatment, along with potential benefits of by-product production.
Supplementary Materials
The following are available online at https://www.mdpi.com/2073-4441/13/3/352/s1, Table S1: Analysis of variance on flow rate of rendering condensate wastewater throughout the year; Table S2: Analysis of variance on dissolved oxygen concentrations in rendering condensate wastewater throughout the year; Table S3: Analysis of variance of chemical oxygen demand concentrations in rendering condensate wastewater throughout the year; Table S4: Analysis of variance on total nitrogen concentrations in rendering condensate wastewater throughout the year; Table S5: Analysis of variance on ammonia concentrations in rendering condensate wastewater throughout the year; Table S6: Tukey Test of flowrate of rendering condensate wastewater throughout the year; Table S7: Tukey Test of dissolved oxygen concentrations in rendering condensate wastewater throughout year; Table S8: Tukey Test of chemical oxygen demand in rendering condensate wastewater throughout the year; Table S9: Tukey Test of total nitrogen concentrations in rendering condensate wastewater throughout the year; Table S10: Tukey Test of ammonia concentrations in rendering condensate wastewater throughout the year.
Author Contributions
Conceptualisation, B.B.; methodology, B.B., B.G. and M.R.J.; validation, B.B., M.R.J., B.G. and F.R.; formal analysis, B.B.; investigation, B.B.; resources, F.R., J.L.; data curation, B.B., B.G.; writing—original draft preparation, B.B.; writing—review and editing, B.B., B.G., M.R.J., J.L. and F.R.; visualisation, B.B.; supervision, F.R., B.G. and J.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial or not-for-profit sectors.
Acknowledgments
The authors would like to acknowledge Alltech European Biosciences Centre, Dunboyne, Ireland, who facilitated the VFA analysis.
Conflicts of Interest
The authors have no conflicts to declare.
Abbreviations
| NH3 | Ammonia |
| NH3OH | Ammonia hydroxide |
| (NH4)2SO4 | Ammonium sulfate |
| ANOVA | Analysis of variance |
| CaHA | Calcium hydroxyapatite |
| COD | Chemical oxygen demand |
| DAF | Dissolved air flotation |
| DO | Dissolved oxygen |
| FOG | Fats, oil & grease |
| FA | Fatty acids |
| GV | Gas chromatography |
| GC-FID | Gas chromatography flame ionisation detection |
| HM | Heavy metals |
| N | Nitrogen |
| NR | Not reported |
| OM | Organic matter |
| P | Phosphorous |
| PTFE | Polytetrafluoroethylene |
| RCWW | Rendering condensate wastewater |
| RWW | Rendering wastewater |
| SHWW | Slaughterhouse wastewater |
| H2SO4 | Sulfuric acid |
| TDS | Total dissolved solids |
| TKN | Total Kjeldahl Nitrogen |
| TN | Total nitrogen |
| TOC | Total organic carbon |
| TP | Total phosphorous |
| TSS | Total suspended solids |
| UF | Ultrafiltration |
| VFA | Volatile fatty acid |
| WW | Wastewater |
References
- Roslan, M.Y.; Debbra, M.; Tan, T.L. Characterisation of wastewater quality from a local ruminant abattoir in Banting, Selangor, Malaysia, Malaysian. J. Vet. Res. 2019, 10, 76–86. [Google Scholar]
- Arvanitoyannis, I.S.; Ladas, D. Meat waste treatment methods and potential uses. Int. J. Food Sci. Technol. 2008, 43, 543–559. [Google Scholar] [CrossRef]
- Metzner, G.; Temper, U. Operation and Optimization of a Full-Scale Fixed-Bed Reactor for Anaerobic Digestion of Animal Rendering Waste Water. Water Sci. Technol. 1990, 22, 373–384. [Google Scholar] [CrossRef]
- Bureau, D. Environmental issues in the rendering industry. Essent. Render. 2003, 1, 245–258. [Google Scholar]
- Bustillo-Lecompte, C.; Mehrvar, E.M. Quiñones-Bolaños, Slaughterhouse wastewater characterization and treatment: An economic and public health necessity of the meat processing industry in Ontario, Canada. Int. Conf. Environ. Pollut. Public Health 2016, 4, 175–186. [Google Scholar] [CrossRef] [Green Version]
- Auterská, P.; Novák, L. Successful solution for high nitrogen content wastewater treatment from rendering plants. Water Sci. Technol. 2006, 54, 23–30. [Google Scholar] [CrossRef]
- Benka-Coker, M.; Ojior, O. Effect of slaughterhouse wastes on the water quality of Ikpoba River, Nigeria. Bioresour. Technol. 1995, 52, 5–12. [Google Scholar] [CrossRef]
- Mkhize, N.T.; Msagati, T.A.; Mamba, B.B.; Momba, M. Determination of volatile fatty acids in wastewater by solvent extraction and gas chromatography. Phys. Chem. Earth 2014, 67–69, 86–92. [Google Scholar] [CrossRef]
- Peu, P.; Béline, F.; Martinez, J. Volatile fatty acids analysis from pig slurry using high-performance liquid chromatography. Int. J. Environ. Anal. Chem. 2004, 84, 1017–1022. [Google Scholar] [CrossRef]
- Hansen, C.L.; West, G.T. Anaerobic digestion of rendering waste in an upflow anaerobic sludge blanket digester. Bioresour. Technol. 1992, 41, 181–185. [Google Scholar] [CrossRef]
- Mulu, A.; Ayenew, T. Characterization of Abattoir Wastewater and Evaluation of the Effectiveness of the Wastewater Treatment Systems in Luna and Kera Abattoirs in Central Ethiopia. Int. J. Sci. Eng. Res. 2015, 6, 1026–1040. Available online: http://www.ijser.org (accessed on 19 March 2020).
- Ula, M.; Trisunaryanti, W.; Falah, I.I.; Kartini, I. Characterization of Gelatines Extracted From Cow Bone for Carbon Synthesis. J. Appl. Chem. 2015, 8, 57–63. Available online: https://pdfs.semanticscholar.org/8b01/3b4cbc9a6ae1cdc3be52ec947898afbc133a.pdf (accessed on 15 October 2019).
- Mainardis, M. Characterization and BMP Tests of Liquid Substrates for High-rate Anaerobic Digestion. Chem. Biochem. Eng. Q. 2018, 31, 509–518. [Google Scholar] [CrossRef]
- Bustillo-Lecompte, C.; Mehrvar, M.; Quiñones-Bolaños, E. Cost-effectiveness analysis of TOC removal from slaughterhouse wastewater using combined anaerobic–aerobic and UV/H2O2 processes. J. Environ. Manag. 2014, 134, 145–152. [Google Scholar] [CrossRef]
- Baker, B.R.; Mohamed, R.; Al-Gheethi, A.; Aziz, H.A. Advanced technologies for poultry slaughterhouse wastewater treatment: A systematic review. J. Dispers. Sci. Technol. 2020, 1–20. [Google Scholar] [CrossRef]
- Edzwald, J.K. Dissolved air flotation and me. Water Res. 2010, 44, 2077–2106. [Google Scholar] [CrossRef]
- European Parliament and Council. Regulation (EC) No 1069/2009. Off. J. Eur. Union. 2009, 300, 1–33. [Google Scholar]
- Ware, A.; Power, N. Biogas from cattle slaughterhouse waste: Energy recovery towards an energy self-sufficient industry in Ireland. Renew. Energy 2016, 97, 541–549. [Google Scholar] [CrossRef] [Green Version]
- Wong, D.M.A.L.F. Epidemiology and Control Options of Salmonella in European Pig Herds, Division of Ethology and Health; Royal Veterinary and Agricultural University: Hong Kong, China, 2001. [Google Scholar]
- Lim, S.-J.; Choi, D.W.; Lee, W.G.; Kwon, S.; Chang, H.N. Volatile fatty acids production from food wastes and its application to biological nutrient removal. Bioprocess Biosyst. Eng. 2000, 22, 543–545. [Google Scholar] [CrossRef]
- Mariotti, F.; Tomé, D.; Mirand, P.P. Converting Nitrogen into Protein—Beyond 6.25 and Jones’ Factors. Crit. Rev. Food Sci. Nutr. 2008, 48, 177–184. [Google Scholar] [CrossRef]
- García-González, M.; Vanotti, M. Recovery of ammonia from swine manure using gas-permeable membranes: Effect of waste strength and pH. Waste Manag. 2015, 38, 455–461. [Google Scholar] [CrossRef] [PubMed]
- Brennan, B.; Briciu-Burghina, C.; Hickey, S.; Abadie, T.; Awali, S.M.A.M.; Delauré, Y.M.C.; Durkan, J.; Holland, L.M.; Quilty, B.; Tajparast, M.; et al. Pilot Scale Study: First Demonstration of Hydrophobic Membranes for the Removal of Ammonia Molecules from Rendering Condensate Wastewater. Int. J. Mol. Sci. 2020, 21, 3914. [Google Scholar] [CrossRef] [PubMed]
- Field, R.A.; Riley, M.L.; Mello, F.C.; Corbridge, J.H.; Kotula, A.W. Bone Composition in Cattle, Pigs, Sheep and Poultry. J. Anim. Sci. 1974, 39, 493–499. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cheung, C.W.; Porter, J.F.; McKay, G. Removal of Cu(II) and Zn(II) Ions by Sorption onto Bone Char Using Batch Agitation. Langmuir 2002, 18, 650–656. [Google Scholar] [CrossRef]
- APHA. Standard Methods for the Examination of Water and Waste Water; American Public Health Association: Washington, DC, USA, 1990. [Google Scholar]
- Jiang, C.; Wu, Z.; Zhaoliang, W.; Liu, Q. Technology of protein separation from whey wastewater by two-stage foam separation. Biochem. Eng. J. 2011, 55, 43–48. [Google Scholar] [CrossRef]
- Thayalakumaran, N.; Bhamidimarri, R.; Bickers, P. Characterisation of aerobic bio treatment of meat plant effluent. Water Sci. Technol. 2003, 48, 53–60. [Google Scholar] [CrossRef]
- Sengupta, S.; Nawaz, T.; Beaudry, J. Nitrogen and Phosphorus Recovery from Wastewater. Curr. Pollut. Rep. 2015, 1, 155–166. [Google Scholar] [CrossRef] [Green Version]
- Kartohardjono, S.; Fermi, M.I.; Yuliusman, Y.; Elkardiana, K.; Sangaji, A.P.; Ramadhan, A.M. The Removal of Dissolved Ammonia from Wastewater through a Polypropylene Hollow Fiber Membrane Contactor. Int. J. Technol. 2015, 6, 1146. [Google Scholar] [CrossRef]
- O’Boyle, S.; Trodd, W.; Bradley, C.; Tierney, D.; Wilkes, R.; Longphuirt, S.N.; Smith, J.; Stephens, A.; Barry, J.; Maher, R.P.; et al. Gurrie, Water Quality in Ireland, Wexford. 2019. Available online: www.epa.ie (accessed on 22 September 2020).
- Ruzhitskaya, O.; Gogina, E. Methods for Removing of Phosphates from Wastewater 2 Sources of Phosphates Entering Water Reservoirs. MATEC 2017, 106, 1–7. [Google Scholar]
- Vecino, X.; Reig, M.; Bhushan, B.; Gibert, O.; Valderrama, C.; Cortina, J. Liquid fertilizer production by ammonia recovery from treated ammonia-rich regenerated streams using liquid-liquid membrane contactors. Chem. Eng. J. 2019, 360, 890–899. [Google Scholar] [CrossRef]
- Islam, M.; Shafi, S.; Bandh, S.A.; Shameem, N. Impact of environmental changes and human activities on bacterial diversity of lakes. Freshw. Microbiol. 2019, 105–136. [Google Scholar] [CrossRef]
- Ryan, M.P.; Boyce, A.; Walsh, G. Identification and Evaluation of Phosphorus Recovery Technologies in an Irish Context. 2016. Available online: www.epa.ie (accessed on 19 March 2020).
- Verma, A.; Wei, X.; Kusiak, A. Predicting the total suspended solids in wastewater: A data-mining approach. Eng. Appl. Artif. Intell. 2013, 26, 1366–1372. [Google Scholar] [CrossRef]
- Kurnia, Y.; Agustin, F.; Khalil, G.; Reswati, R. Ferawati Studies on Physical Characteristics, Mineral Composition and Nutritive Value of Bone Meal and Bone Char Produced from Inedible Cow Bones. Pak. J. Nutr. 2017, 16, 426–434. [Google Scholar] [CrossRef] [Green Version]
- Maroneze, M.M.; Barin, J.; De Menezes, C.R.; Queiroz, M.I.; Zepka, L.Q.; Jacob-Lopes, E. Treatment of cattle-slaughterhouse wastewater and the reuse of sludge for biodiesel production by microalgal heterotrophic bioreactors. Sci. Agric. 2014, 71, 521–524. [Google Scholar] [CrossRef] [Green Version]
- Longo, S.; Katsou, E.; Frison, N.; Frison, N.; Renzi, D.; Fatone, F. Recovery of volatile fatty acids from fermentation of sewage sludge in municipal wastewater treatment plants. Bioresour. Technol. 2015, 175, 436–444. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, T.; Harris, P.W.; Lee, S.; McCabe, B.K. Investigating the impact of seasonal temperature variation on biogas production from covered anaerobic lagoons treating slaughterhouse wastewater using lab scale studies. J. Environ. Chem. Eng. 2019, 7. [Google Scholar] [CrossRef]
- Segura, A.A. Ammonium Removal from Wastewater by Liquid-Liquid Membrane Contactors, Universitat Politècnica de Catalunya. 2012. Available online: https://upcommons.upc.edu/handle/2099.1/18480 (accessed on 28 June 2018).
- Lazouski, N.; Chung, M.; Williams, K.; Gala, M.L.; Manthiram, K. Non-aqueous gas diffusion electrodes for rapid ammonia synthesis from nitrogen and water-splitting-derived hydrogen. Nat. Catal. 2020, 3, 463–469. [Google Scholar] [CrossRef]
- Boehler, M.; Heisele, A.; Seyfried, A.; Grömping, M.; Siegrist, H. (NH4)2SO4 recovery from liquid side streams. Environ. Sci. Pollut. Res. 2014, 22, 7295–7305. [Google Scholar] [CrossRef]
- Darestani, M.; Haigh, V.; Couperthwaite, S.J.; Millar, G.J.; Nghiem, L.D. Hollow fibre membrane contactors for ammonia recovery: Current status and future developments. J. Environ. Chem. Eng. 2017, 5, 1349–1359. [Google Scholar] [CrossRef] [Green Version]
- Rezakazemi, M.; Shirazian, S.; Ashrafizadeh, S.N. Simulation of ammonia removal from industrial wastewater streams by means of a hollow-fiber membrane contactor. Desalination 2012, 285, 383–392. [Google Scholar] [CrossRef] [Green Version]
- Lo, Y.M. Recovery of protein from poultry processing wastewater using membrane ultrafiltration. Bioresour. Technol. 2005, 96, 687–698. [Google Scholar] [CrossRef] [PubMed]
- De Lucas, A.; Rodríguez, L.; Villaseñor, J.; Fernández, F. Denitrification potential of industrial wastewaters. Water Res. 2005, 39, 3715–3726. [Google Scholar] [CrossRef] [PubMed]
- Borja, R.; Banks, C.J.; Wang, Z. Effect of organic loading rate on anaerobic treatment of slaughterhouse wastewater in a fluidised-bed reactor. Bioresour. Technol. 1995, 52, 157–162. [Google Scholar] [CrossRef]
- Vilvert, A.J.; Junior, J.C.S.; Bautitz, I.R.; Zenatti, D.C.; Andrade, M.G.; Hermes, E. Minimization of energy demand in slaughterhouses: Estimated production of biogas generated from the effluent. Renew. Sustain. Energy Rev. 2020, 120, 109613. [Google Scholar] [CrossRef]
- Gunes, B.; Carrié, M.; Benyounis, K.; Stokes, J.; Davis, P.; Connolly, C.; Lawler, J. Optimisation and Modelling of Anaerobic Digestion of Whiskey Distillery/Brewery Wastes after Combined Chemical and Mechanical Pre-Treatment. Processes 2020, 8, 492. [Google Scholar] [CrossRef] [Green Version]
- Cheung, C.; Porter, J.; McKay, G. Sorption kinetic analysis for the removal of cadmium ions from effluents using bone char. Water Res. 2001, 35, 605–612. [Google Scholar] [CrossRef]
- Deydier, E.; Guilet, R.; Sharrock, P. Beneficial use of meat and bone meal combustion residue: “An efficient low cost material to remove lead from aqueous effluent”. J. Hazard. Mater. 2003, 101, 55–64. [Google Scholar] [CrossRef]
- Abdel-Halim, S.H.; Shehata, A.M.A.; El-Shahat, M.F. Removal of Zinc and Fluoride Ions from Industrial Waste Water Plants Around Cairo. Bull. Environ. Contam. Toxicol. 2003, 70, 262–267. [Google Scholar] [CrossRef]
- Chojnacka, K. Equilibrium and kinetic modelling of chromium(III) sorption by animal bones. Chemosphere 2005, 59, 315–320. [Google Scholar] [CrossRef]
- Brennan, B.; Lawler, J.; Regan, F. Recovery of viable ammonia–nitrogen products from agricultural slaughterhouse wastewater by membrane contactors: A review. Environ. Sci. Water Res. Technol. 2021. Available online: https://pubs.rsc.org/en/content/articlelanding/2021/ew/d0ew00960a/unauth#!divAbstract (accessed on 17 January 2021). [CrossRef]
Figure 1.
Chromatogram obtained from analysis of VFA in RCWW sample by GC–FID (1 = acetic acid; 2 = propionic acid; 3 = isobutyric acid; 4 = butyric acid; 5 = isovaleric acid; 6 = valeric acid) (IS = internal standard).
Figure 1.
Chromatogram obtained from analysis of VFA in RCWW sample by GC–FID (1 = acetic acid; 2 = propionic acid; 3 = isobutyric acid; 4 = butyric acid; 5 = isovaleric acid; 6 = valeric acid) (IS = internal standard).

Figure 2.
Average monthly rendering RCWW flow from the plant in 2017.

Figure 3.
Monthly average concentrations for COD, NH3, TN and DO in RCWW.

Figure 4.
Total mass (tonne) of (A) TN and (B) NH3 released per month in the rendering condensate wastewater (the middle box indicates the median).
Figure 4.
Total mass (tonne) of (A) TN and (B) NH3 released per month in the rendering condensate wastewater (the middle box indicates the median).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Characterisation of various wastewater (WW) types associated with the meat-slaughtering process (rendering wastewater (RWW); not reported (NR); slaughterhouse wastewater (SHWW); chemical oxygen demand (COD); fats, oil and grease (FOG); total phosphorous (TP); total nitrogen (TN), total suspended solids (TSS), heavy metals (HMs)) [3,5,10,11,12,13].
Table 1.
Characterisation of various wastewater (WW) types associated with the meat-slaughtering process (rendering wastewater (RWW); not reported (NR); slaughterhouse wastewater (SHWW); chemical oxygen demand (COD); fats, oil and grease (FOG); total phosphorous (TP); total nitrogen (TN), total suspended solids (TSS), heavy metals (HMs)) [3,5,10,11,12,13].
| Type of WW | RWW | RWW | SHWW | SHWW | SHWW | Hog WW |
|---|---|---|---|---|---|---|
| pH | 7.5 | NR | 6.5 | 7.3 | 7.2 | 6.9 |
| COD (mg/L) | 9500 | 6000 | 8575 | 11,546 | 109.8 | 8627 |
| TP (mg/L) | 200 | <4 | 112.5 | 202 | 173 | NR |
| TN (mg/L) | 1100 | 430 | 445.5 | 103 | NR | 593 |
| Crude protein (mg/L) | 2187 | 0 | 980 | 375 | 2160 | 1104 |
| FOG (mg/L) | 525 | 110 | 121.5 | 1825 | NR | NR |
| TSS (mg/L) | NR | <6 | 1550 | 3835 | 15.1 | NR |
| HMs (mg/L) | NR | <2 | NR | NR | NR | 369 |
Table 2.
Physiochemical characterisation of RCWW (n = 3).
| Nutrients | Organic Matter | Solids | |||
|---|---|---|---|---|---|
| Parameter | Concentration (mg/L) | Parameter | Concentration (mg/L) | Parameter | Concentration (mg/L) |
| TP | 51 ± 1 | DO | 3.1 ± 0.4 | TSS | 336 ± 73 |
| Orthophosphate | 21 ± 0.5 | COD | 10,813 ± 427 | TDS | 4397 ± 405 |
| TN | 2720 ± 82 | TOC | 2513 ± 240 | ||
| TKN | 1630 ± 90 | FOG | 11,363 ± 1942 | ||
| NH3 | 887 ± 21 | pH | 8.34 ± 0.4 | ||
| Crude protein | 10,911 ± 563 | ||||
| Heavy metals and micronutrients (mg/L) | |||||
| P | Copper | Zinc | Lead | Chromium | Iron |
| 2.7 ± 0.1 | 0.01 ± 0 | 0.04 ± 0 | <0.01 | <0.002 | 0.1 ± 0 |
| Potassium | Cobalt | Nickel | Calcium | Magnesium | Sodium |
| 4.1 ± 0 | <0.002 | <0.005 | 10.9 ± 0.1 | 0.8 ± 0.1 | 36.6 ± 1.9 |
| Sulphate | Sulphur | Chloride | Manganese | ||
| 10 ± 0.8 | 68.8 ± 2.5 | 4374 ± 41 | 0.002 ± 0 | ||
TKN, Total Kjeldahl Nitrogen.
Table 3.
VFA analysis in RCWW, using GC–FID (n = 3).
| Parameter | Concentration (mg/L) |
|---|---|
| Acetic acid | 1519.7 ± 36.3 |
| Propionic acid | 821.2 ± 17.4 |
| Isobutyric acid | 190.9 ± 15.1 |
| Butyric acid | 738.1 ± 93.4 |
| Isovaleric acid | 233.2 ± 21.8 |
| Valeric acid | 297.4 ± 38.0 |
Table 4.
Possible products from RCWW.
| Component | Product |
|---|---|
| Nitrogen | Ammonium-based fertiliser; flame-retardant chemicals |
| Volatile fatty acid | Carbon source for denitrification; cosmetics; biogas |
| Protein | Animal feed |
| Calcium hydroxyapatite | Ion-absorber for heavy metals |
| COD | Biogas |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Brennan, B.; Gunes, B.; Jacobs, M.R.; Lawler, J.; Regan, F. Potential Viable Products Identified from Characterisation of Agricultural Slaughterhouse Rendering Wastewater. Water 2021, 13, 352. https://doi.org/10.3390/w13030352
AMA Style
Brennan B, Gunes B, Jacobs MR, Lawler J, Regan F. Potential Viable Products Identified from Characterisation of Agricultural Slaughterhouse Rendering Wastewater. Water. 2021; 13(3):352. https://doi.org/10.3390/w13030352
Chicago/Turabian StyleBrennan, Brian, Burcu Gunes, Matthew R. Jacobs, Jenny Lawler, and Fiona Regan. 2021. "Potential Viable Products Identified from Characterisation of Agricultural Slaughterhouse Rendering Wastewater" Water 13, no. 3: 352. https://doi.org/10.3390/w13030352
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.